
As we disclosed in a previous article, Dragzine’s Project Evil underwent a name change to accompany its change in focus, aiming to become a competitive X275 car while still being able to compete in the occasional Outlaw 8.5 race. We outlined the plan to create a state of the class engine combination featuring parts from some exceptional companies and the talents of Jon Bennett, KBX Performance, and Bennett Racing
This article, as the title implies will be focused on the assembly of the bottom-half of the engine. Without a solid foundation, even a well-designed structure will eventually collapse, and an engine is no different. Building a short-block capable of withstanding the crazy cylinder pressures expected to be encountered is a tall order. Besides all the boost a Vortech XB-105 supercharger can make, the engine will feature a stout static compression ratio making a full season of grueling racing a challenge.
A Solid Foundation – Literally
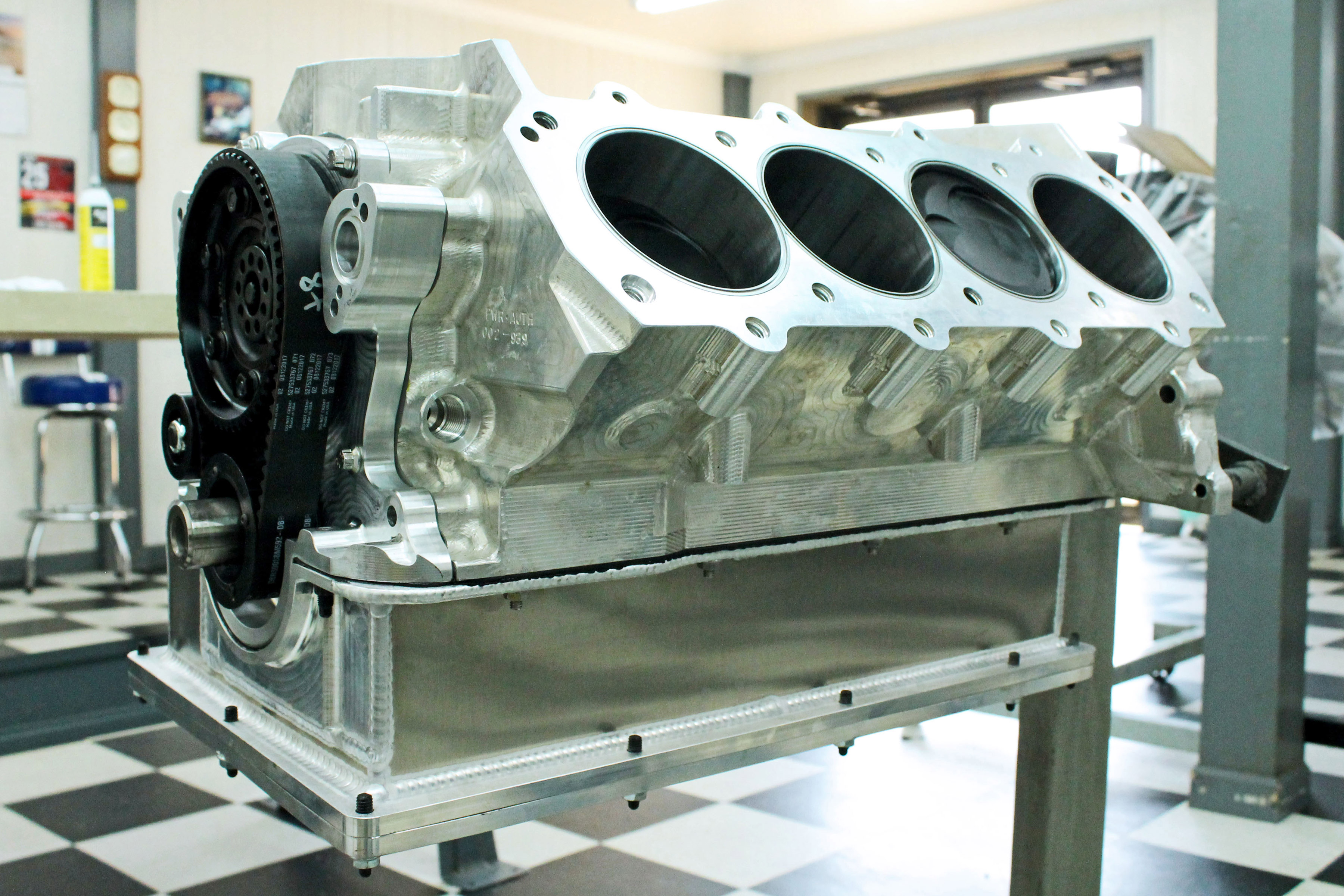
When it comes to engine blocks, there are a lot of options between brands, features, and cost. Almost without question, however, at the top of all three of those lists are Dart billet aluminum engine blocks. Because you are starting with a solid billet of forged 6061 aluminum, besides the inherent strength of being machined from a solid forged billet of material, the amount of customization available is practically limitless. That means that everything is exactly the way the engine builder wants it, when it arrives on the pallet from Dart. No adapting, no compromises.
Unrestricted by working from a casting in which certain design features are predetermined by the mold, the Dart billet block has variables such as bore spacing (standard or 4.500-inch), deck height (8.2-, 8.7-, 9.2-, 9.5- inch, or anything in between, in a small-block Ford application), camshaft location, cam tunnel size (up to 60mm), steel or aluminum main caps, head stud number and locations, and full water jackets are all options available from the factory.
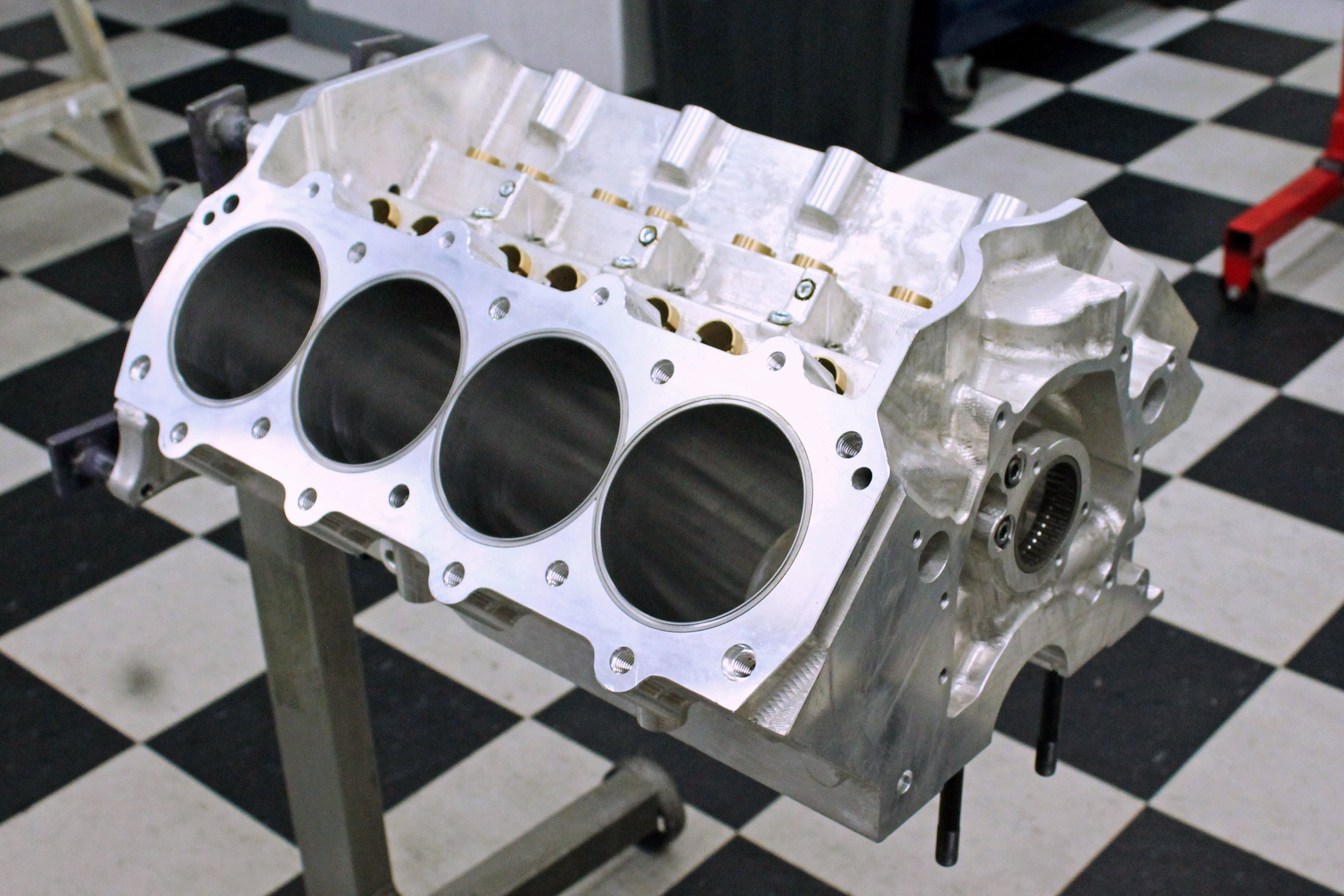
Dart’s billet block can be ordered a multitude of ways. While the pricetag isn’t for the weak-hearted, there is no equal when it comes to absolute strength and no compromises in the design.
For the Evil build, Bennett decided to start with a 351 Windsor engine block model and customize from there. The standard 9.5-inch deck height was chosen, along with the standard 4.380-inch bore spacing. The area for the distributor was blanked, and the cam tunnel was machined for 55mm roller cam bearings, straightaway. Another custom feature Bennett specified was .937-inch diameter lifter bores, machined for keyway lifters.
“We chose a Dart Billet block for the build due to the strength capability and ability to customize,” Bennett says of the decision to go with a Dart billet SBF block. “In addition to all of the custom options, one of the big ones was that we added eight additional head bolt holes to give us a total of 18 head bolts per head, with the pattern to match our Edelbrock SC1 cylinder heads.”

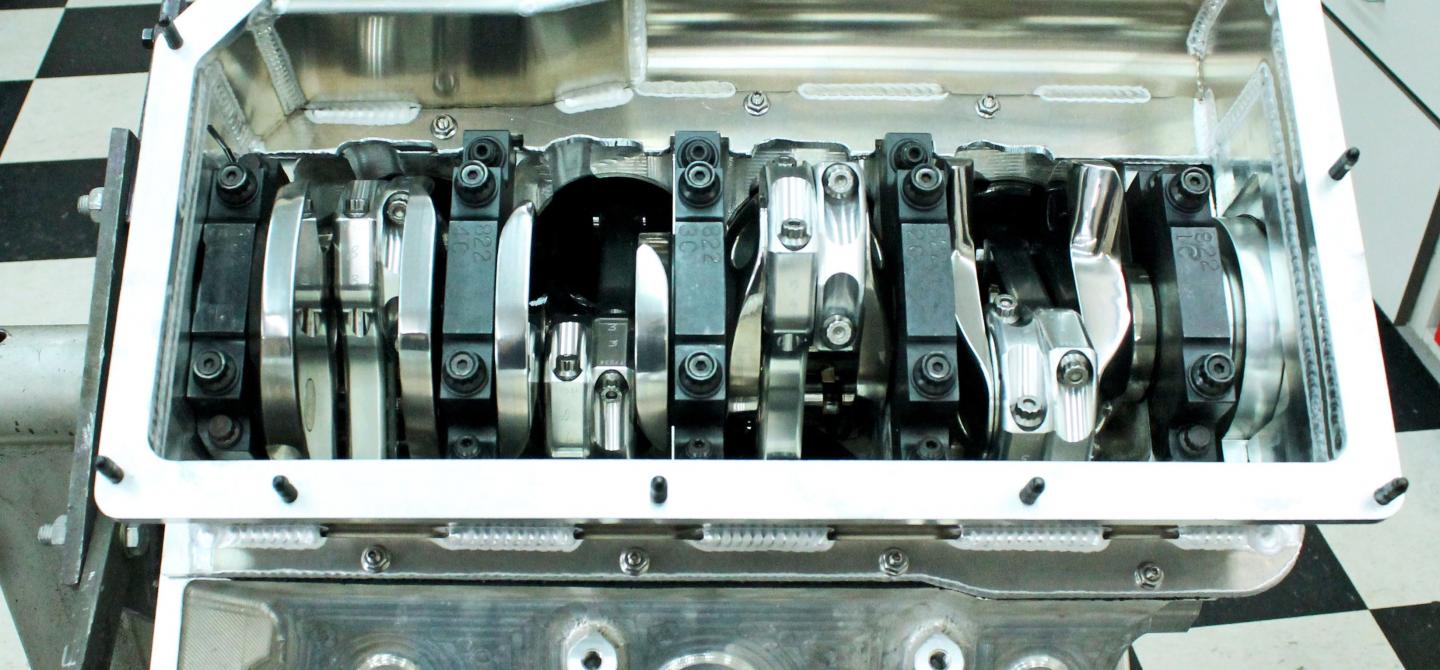
While there is an option for forged aluminum main caps, Bennett opted for Dart’s splayed four-bolt steel versions for the ultimate in strength. After an align hone, it was ready for installation of the Clevite H-series main bearings.
While the Dart billet block comes out of the crate with almost anything you could ever want in an engine block, that doesn’t mean it’s ready to run. The engine builder still has to perform all the final machining operations on it, something Bennett is adept at.
“Once we received the block from Dart, we bored and honed the block to a finished bore of 4.125-inches, machined for rod clearance, align honed the main tunnel, machined receiver grooves for our fire rings, and installed the 55mm roller cam bearings,” Bennett says. “Then we deburred, cleaned, and prepped the block for assembly.”
Keeping the combustion inside of the cylinder, where it belongs, is no easy task for a combination with this much cylinder pressure. So Bennett takes an extra step in preparing the deck of the block, and adds his fire rings. Used for ages in Top Fuel and Funny Car engines, Bennett started trying it in these kinds of engines back in 2014.
“There was no really set methods to do this [back in 2014], so we played around with different dimensions of the hoop, how much we ‘hung’ it out of head, and how deep and wide the receiver groove is in the block,” explains Bennett. “It works very well for us as compared to anything else we have run. Unlike a conventional O-ring method, the gasket will not leak between cylinders.”
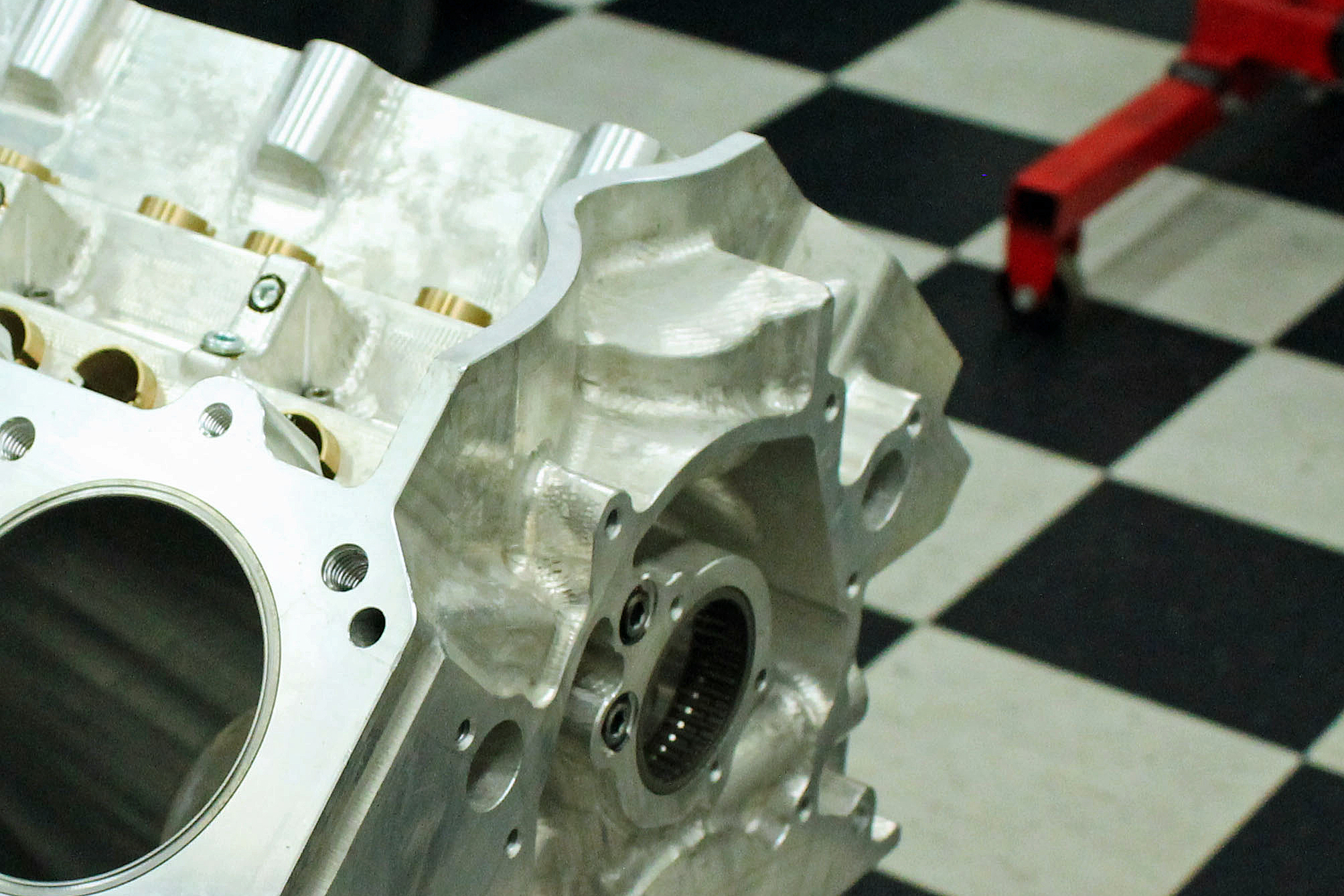
Since the plan from the beginning was to run a coil-on-plug setup, using an MSD crank trigger and cam sync sensor, Bennett ordered the block for this project without the distributor hole machined. That’s one of the benefits of a billet block.
Rotating Assembly Fit For A King
With such an amazing block to house everything in, it only stands to reason that the components chosen to fill the block were equally impressive. Serving as the foundation of the rotating assembly is a Callies Ultra Billet crankshaft. Made from Timken 4330VM steel, the billet steel crankshaft has a host of standard features to make them perform, before anything custom is even selected.
Callies Ultra-Shed counterweight profiles are designed to reduce internal windage by incorporating a leading edge geometry to gently move oil away from the counterweight, along with a trailing edge profile which directs oil away from the rod journal behind it. This unique profile is far beyond the traditional “knife-edging” and amounts to added power from reduced friction.
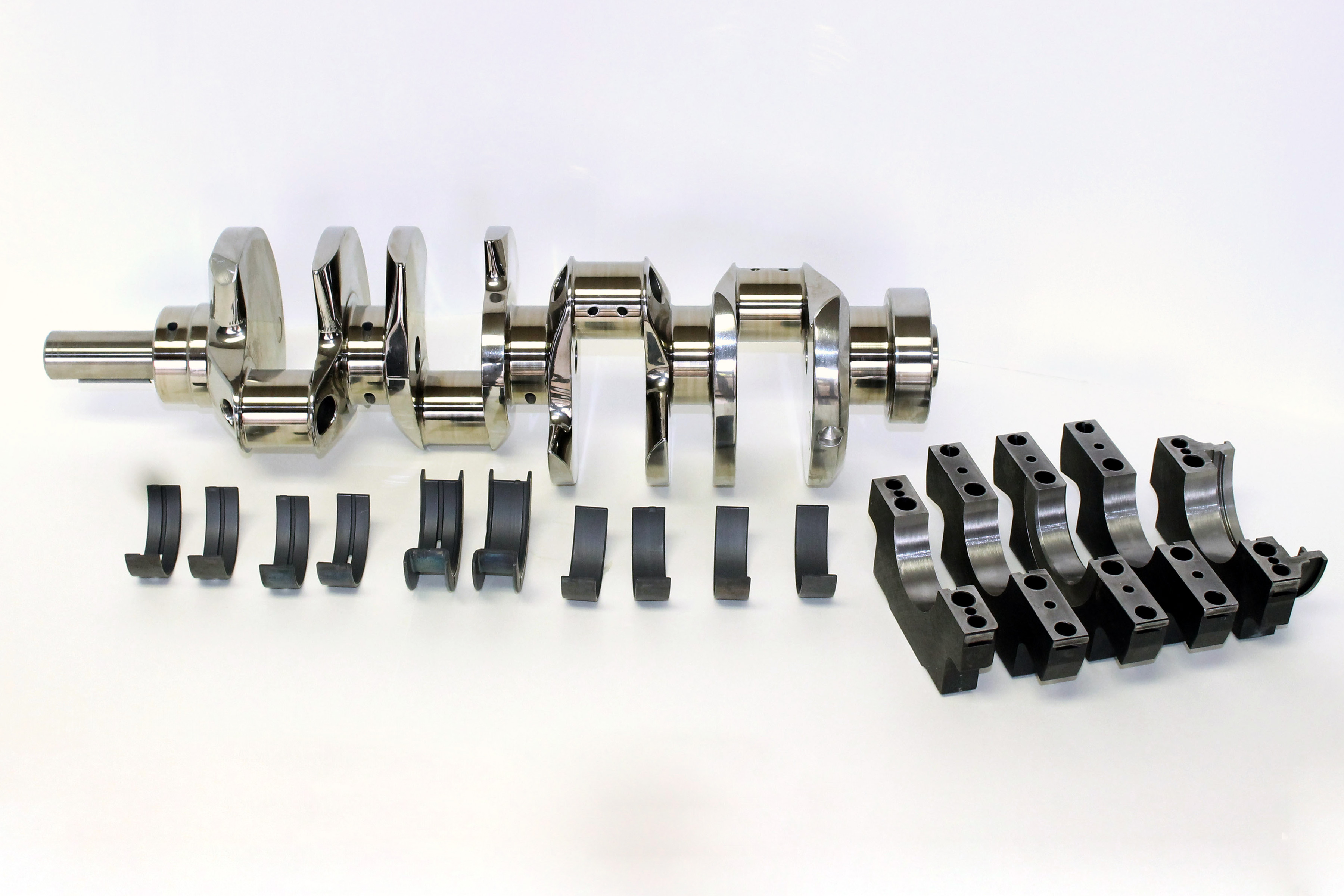
While the Callies Ultra Billet crankshaft could be had in pretty much any journal diameter you can dream up, and the main bore could be made to whatever your heart desires, thanks to the billet design, Bennett opted for the tradition 351 Cleveland main journal diameter of 2.75 inches.
“We went with a Callies Ultra Billet crankshaft largely for its strength,” Bennett explains. The billet crankshaft features a 4.100-inch stroke, and a 351C 2.750-inch main journal diameter, coupled with a reduced 2.100-inch connecting rod journal. “The crank also has center counterweights,” Bennet says. “Those two extra counterweights assist in balancing, and overall dampening of harmonics within the rotating assembly.”
When it comes to choosing the 4.100-inch stroke-length, it’s not just a number that was pulled out of the blue. “We wanted the most stroke possible and be able to retain decent engine speed, as both of these are directly affected by the restricted blower size for X275,” Bennett explains. “I personally think the window is 3.90-inch to 4.10-inch stroke, and we decided to start at the top of that range.”
With the smaller XB105 supercharger used in X275, engine speed is a critical factor for the engine’s performance. “The engine’s stroke and heads need to be properly sized to match blower in order get decent engine speed,” Bennett says.
While generally, the average engine wouldn’t call for aluminum rods in a boosted application, there is nothing “average” about this build. Aluminum rods allow for a significant weight savings over a steel rod, which translates to a faster-revving engine. For this engine, Bennett spec’d GRP Connecting Rod’s 1201 aluminum connecting rods. Originally designed for Blown Top Alcohol Dragsters, the GRP SB 1200-series rods come with a 7/16-inch ARP rod bolt standard.
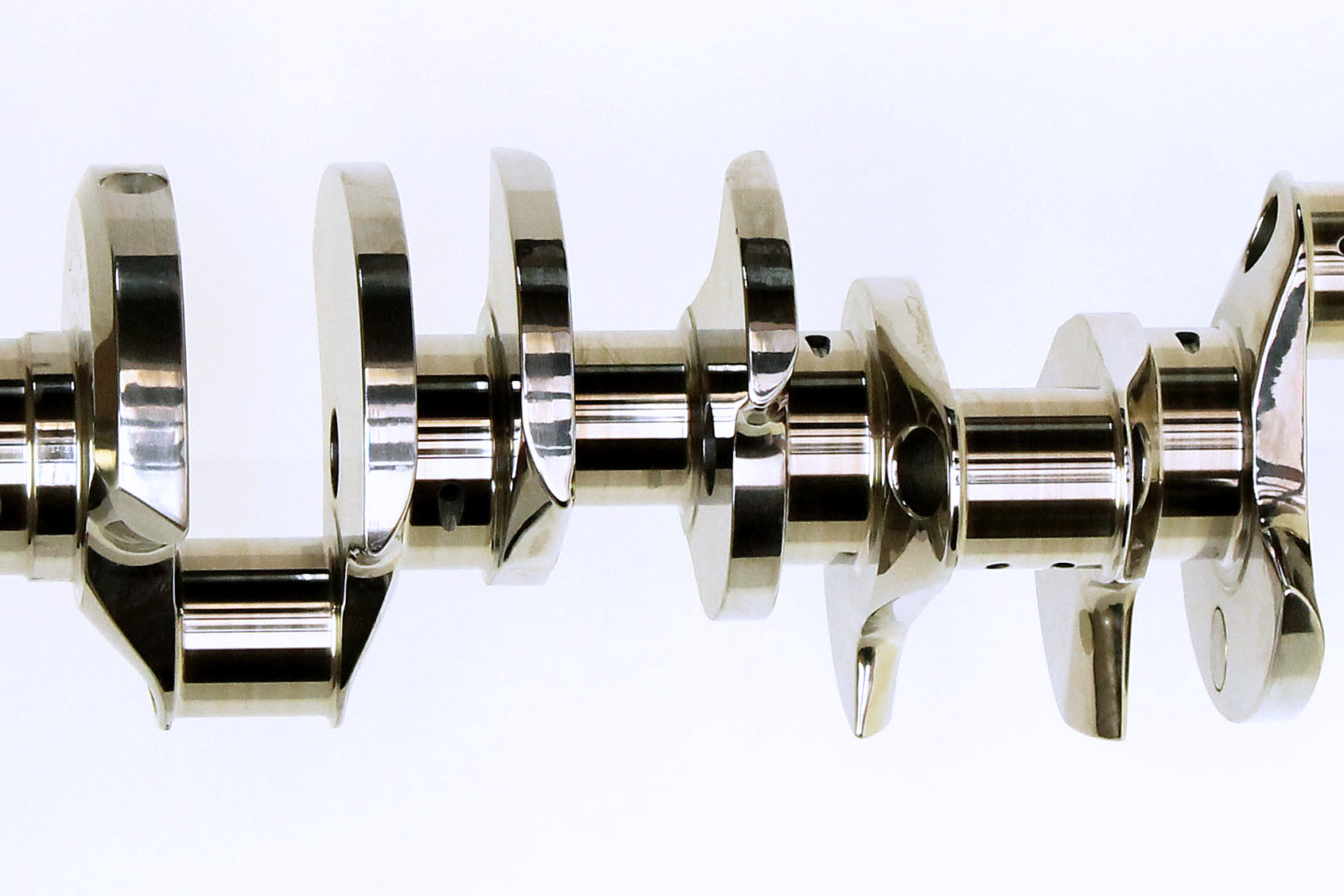
In the never-ending quest for increased performance due to reduced windage, Callies not only developed the proprietary Ultra-Shed counterweight profiles, but also the Aero-Shed finish. The finish is not only incredibly slick, but also eliminates stress risers in the surface of the crankshaft.
These particular rods come with GRP’s “Cam Cut” option for camshaft clearance, “Crank Cut” option for counterweight clearance, and measure 6.150 inches, center-to-center. “We have used GRP for countless years as our connecting rod supplier,” Bennett says. “The 1201-series is the strongest and beefiest small-block connecting GRP makes.”
With both top-of-the-line crankshaft and connecting rods, it only stands to reason the pistons would be of similar ilk. Starting with a Diamond Racing 2618 aluminum forging, Bennett spec’d a 4.125 finished diameter, valve reliefs for the Edelbrock SC1 cylinder head valve locations, and enough of a dish to come in at a total of -10cc.


On the left is the standard GRP small-end , and on the right is after the "crank cut" clearancing operation has been performed, to ensure the crankshaft's counterweights don't hit the connecting rod.
In addition to the negative dome volume, Bennett also specified a 1.280 compression height, which puts the piston .020-inch below the deck at TDC, to achieve the desired compression ratio and quench area. “The .020-inch below the deck number allows for rod stretch due to aluminum rods,” says Bennett. “We also add a little extra quench on power adder engines.”
Bennett specified gas ports to assist the 1/16-inch (.0625) top ring in sealing. Bennett spec’d a .043-inch second ring, and a 3/16 oil ring to complete the package, along with a hard anodized coating. “Hard anodized coatings are used on almost all of the methanol fueled engines we build to assist in keeping the piston skirts in great shape,” explains Bennett.
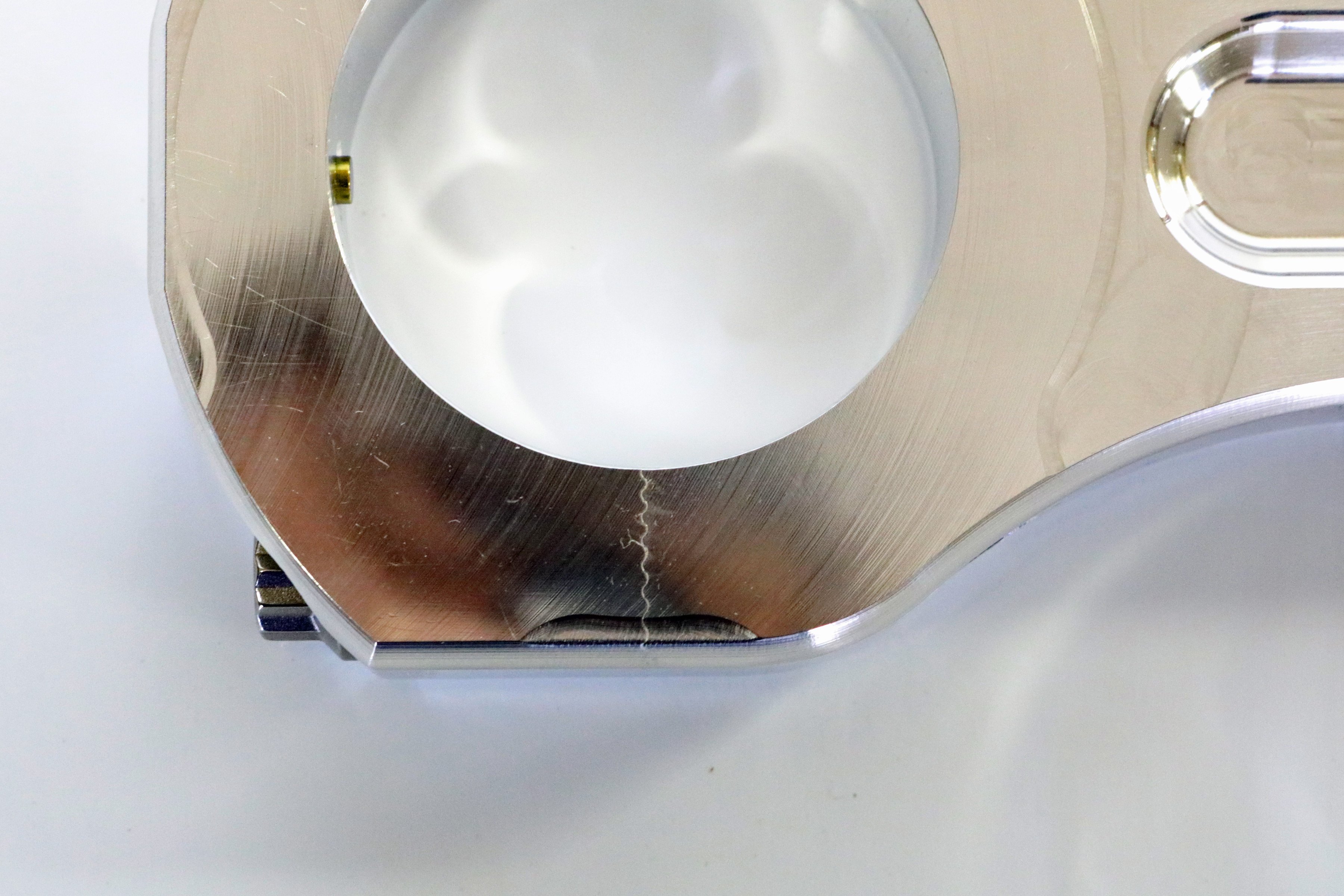
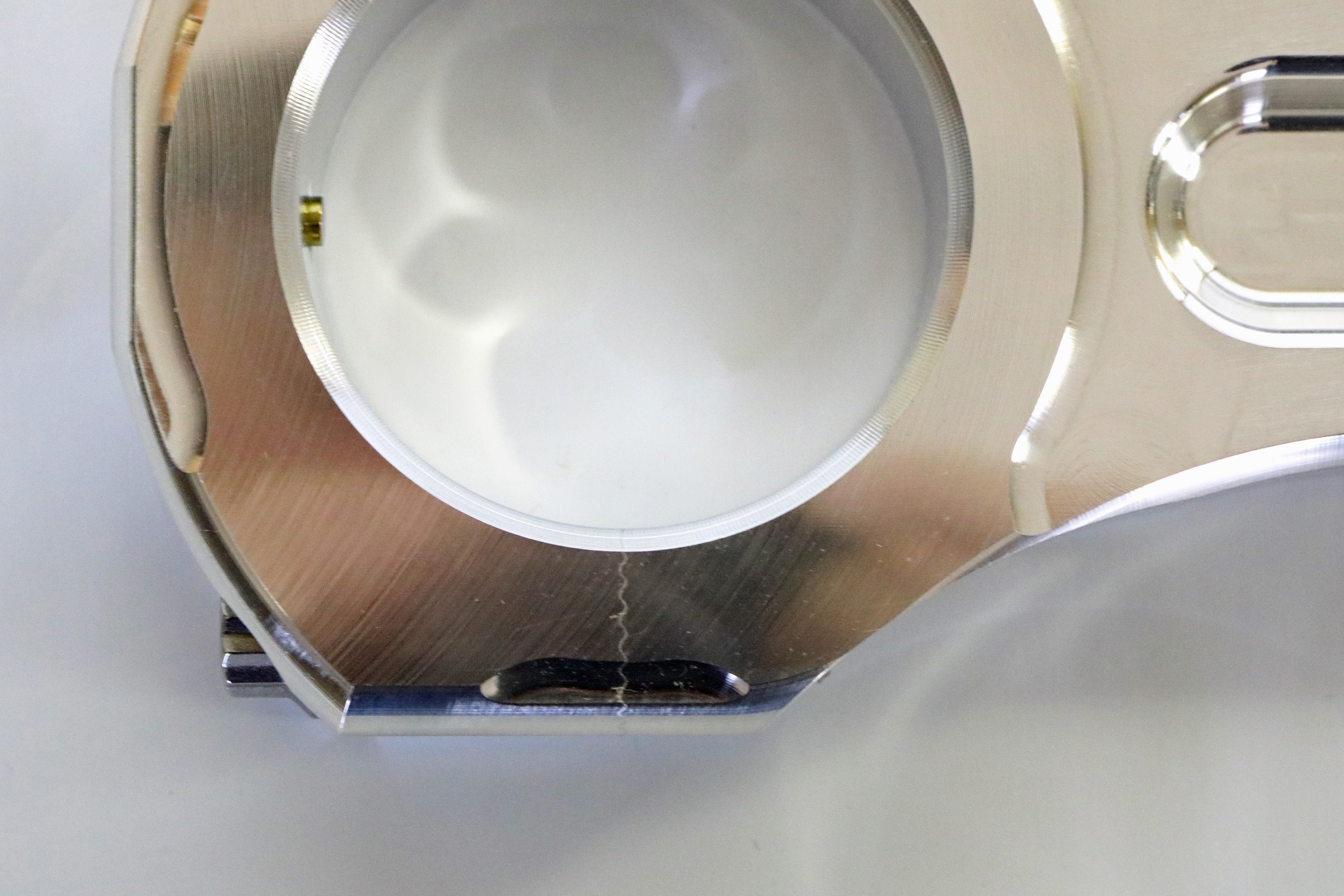
Here's the big end of the GRP connecting rod - standard on the left, and with the "cam cut" (for camshaft clearance) on the right.
When it comes to the compression ratio for an engine of this caliber, things get very brainy, very fast. “Static compression is really not what we look at, we look more at dynamic compression. Meaning, if we sit a turbo X275 engine and a supercharged X275 engine side by side, the main change is the camshaft and static compression,” says Bennett.
“If both engines are, say, 11:1 static compression ratio, the blower engine will have a much lower dynamic compression due to the intake lobe of the cam being much larger and ran at a higher installed centerline versus the turbo motor. So basically the blower motor would need to have more static compression to equal the same cylinder pressure (dynamic compression ) as the turbo engine. Projected boost level plays into this equation as well.”
In addition to that, another high-end feature that Bennett employs are wrist pin buttons. As the name implies, the “buttons” are plug-type wrist pin retainers that not only allow the wrist pin to move a little more freely than other retention methods, but also add strength to the ring lands. “We use the buttons to add strength in all of our methanol engines,” says Bennett. “[Methanol engines] seem to pick on the second and third ring grooves more than 99-percent of gasoline engines, along with the small-end of the rods.”
To that end, Bennett uses .990-inch diameter, .225-inch wall wrist pins from Trend Performance to connect the pistons to the rods. “We are big believers in ‘over piston pinning’,” says Bennett. “Especially in methanol engines.”
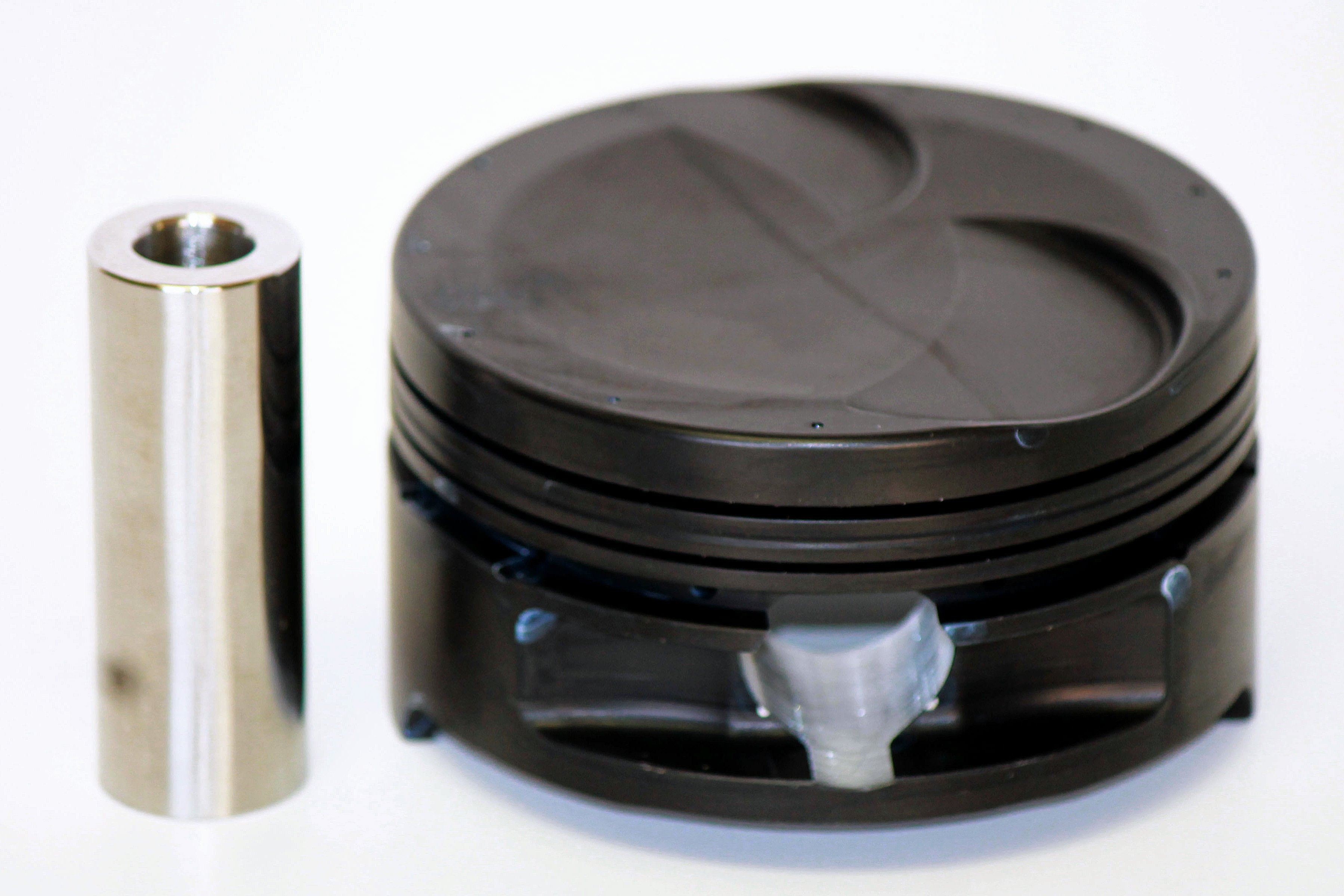

The custom Diamond Racing slugs feature a unique ring pack consisting of a 1/16-inch top ring, .043-inch second ring and 3/16 oil ring. Bennett specified a Trend Performance .225-inch heavy wall tool steel wrist pin, and uses pin buttons to retain the pin.
Determining Compression Height
One of the most important specs of a custom piston is the compression height (or compression distance). Compression is distance is the distance from the centerline of the pin bore to the top of the piston,” explains Bennett. This measurement, combined with rod length and crank stroke all combine to determine where the piston sits in relation to the block deck at top dead center.
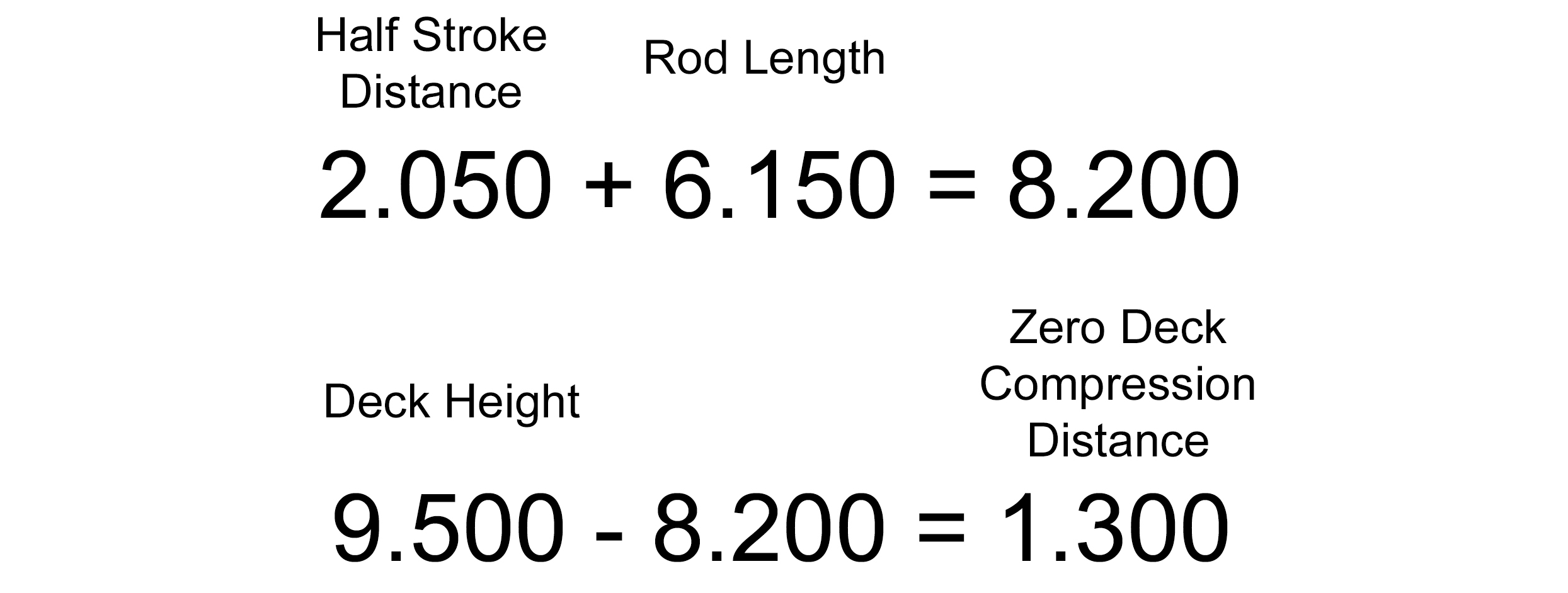
Bennett explains how to determine the compression height for a zero-deck situation, saying, “compression distance is set by taking half the crankshaft stroke, adding the rod length, and then deducting the resulting number from the deck height of the block.”
When you are building a custom combination, you may not always want the piston to be dead even with the deck. If that’s the case you simply add (if you want the piston to stick out of the cylinder) or subtract (if you want the piston “in the hole”) the amount you want.
“To adjust from zero, you simply take your number, in this case 1.300-inches, and deduct what you want your piston to be in hole. In this case we wanted our piston .020 in hole, so our desired compression distance was 1.280 inches,” says Bennett.
For the piston rings themselves, Bennett turned to one of the most trusted names in the industry – Total Seal, which KBX/Bennett uses exclusively. For the top ring, Bennett chose a 1/16-thick Advanced Profiling series gapless ring. For the second ring, a standard AP ring is used, but in a reduced .043 thickness to minimize drag, along with a standard tension 3/16-inch-thick oil ring.

While it might seem odd to have a 1/16-inch top ring in this application, Bennett specifies Total Seal AP Gapless rings, which actually has similar wall friction to the .043 second ring. It’s a pretty trick set of rings used in this application.
While that 1/16-inch top ring may seem to be on the thicker side for an all-out competition engine, Bennett assuages any concerns, saying, “We use a 1/16-inch thickness because the gapless machining process reduces the effective thickness of the ring closer to that of an .043-inch ring, and the 1/16 gapless ring seems to keep its radial tension longer than say using a gapless .043 in power applications over 2,000 horsepower.”
For bearings, you might be expecting some high-end, whiz-bang super race components, but in fact, Bennett uses the same bearings he has trusted since 1993, and those are Clevite H-series. Originally designed for NASCAR-style racing, they have become the defacto-standard for racing engines across the board, and particularly in the KBX Performance shop. For this application, Bennett utilized .001 undersized H-series main bearings, which were coated in a dry-film lubricant. For the rods, he also chose driy-film-coated .001 undersized, narrowed H-series bearings. Both should hold up well under the severe-duty conditions that this engine expects to see.


Bennett ordered the Dart billet block with the cam tunnel machined for 55mm roller cam bearings right out of the gate. Bennett Then pinned the bearings to ensure they are staying put.
Keeping the Lifeblood Flowing
Because the rules don’t prohibit it, a dry sump oiling system was selected for the engine. When it comes to dry sump oiling systems, the pans can get as trick as the engines themselves, and that is true in this case. “Moroso built us a really nice custom two-piece dry sump oil pan for this project,” Bennett says.
“The two-piece design allows us easy access to check bearings on the engine, without having to pull the oil pan. The bottom piece of the pan comes off and is sealed with a large O-ring, allowing for quick removal.”
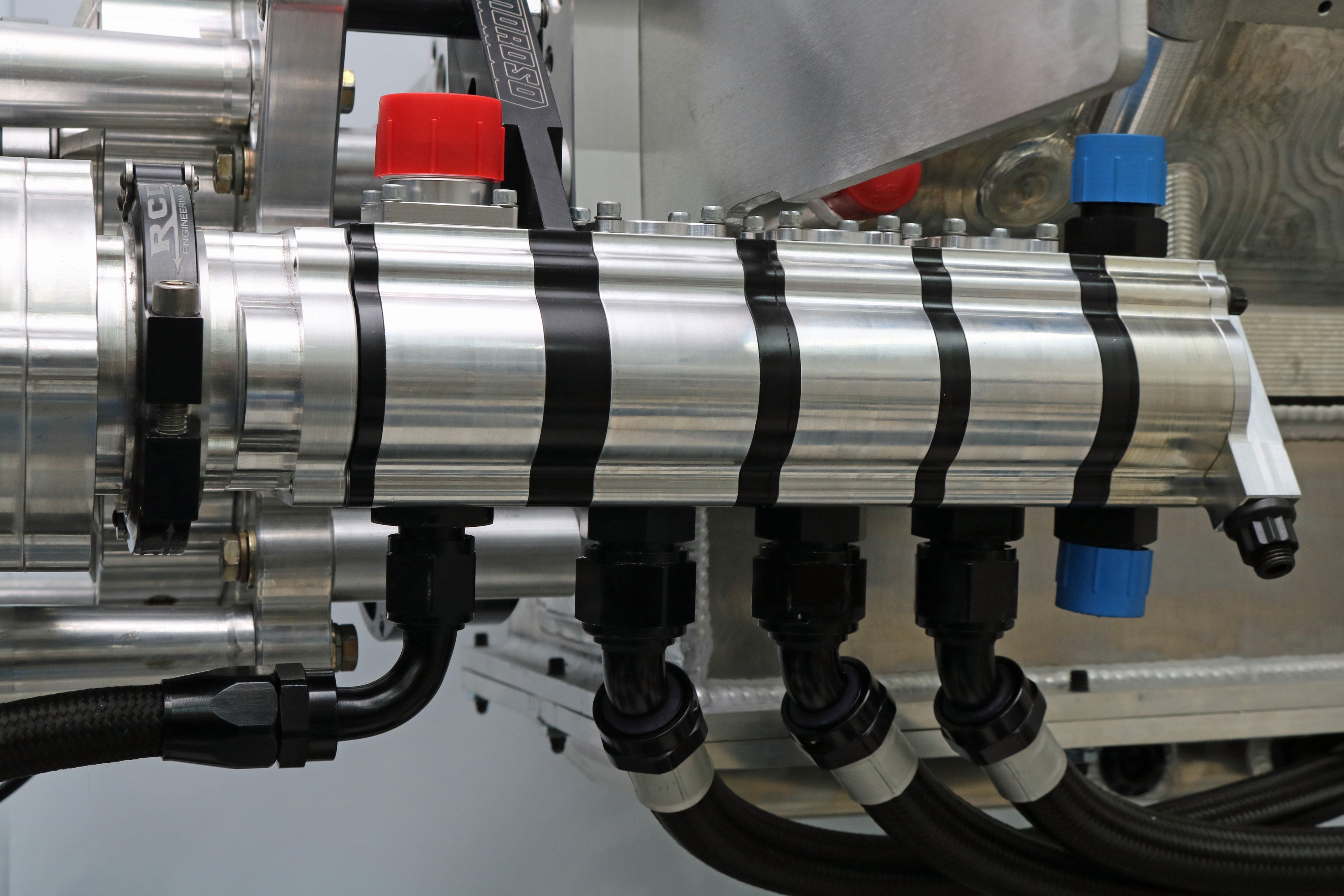

Moroso really knocked it out of the part with the oiling system components on this project. The five-stage dry sump pump will do everything we need it to, and a higher efficiency than a standard gerotor design. The oil pan is a trick two-piece deal what will allow inspection of the rotating assembly without removing the main pan from the engine.
In addition to supplying the trick oil pan, Moroso also sent over their Tri-Lobe 5-stage door-car, fuel-pump drive dry-sump pump. The 22365 pump setup features a spur-gear pressure section based on Moroso’s billet wet sump pump design, and tri-lobe aluminum scavenge sections with individual timing gears ensuring performance even at sky-high engine speeds. The pump also features a 3/8-inch hex fuel pump drive to mount and power popular mechanical fuel pumps. It’s light weight and efficient gearset amounts to approximately 40-percent less power to drive than a typical gerotor pump.
With Project Evil’s short-block buttoned-up, it’s time to move to the top-end and valvetrain, but that’s an article for another day. So stay tuned!
With the short-block assembled, we’ll be moving to the top-end and valvetrain. Both of which are just as impressive as the bottom-end of this billet masterpiece.
| Block: | Dart billet aluminum SBF, 9.500-in. Deck, 351C mains, 4.125 bore, no water passages |
| Crank: | Callies Ultra Billet custom, center counterweights, billet 4330VM steel, 2.100-in. journal, 4.100-in. stroke. |
| Rods: | GRP billet aluminum SB 1201 PRO-series, 6.150 long, 2.100-in. journal, .990 pin, w/ cam and crank cut. |
| Pistons: | Diamond Racing 4.125-in. bore, forged 2618, -10cc dome, hard anodized coating, vertical gas ports, .990-in. pin with .225-in. wall buttons. |
| Wrist Pins: | Trend TP-1 tool steel, .225-in. wall |
| Rings: | Total Seal 1/16-in. AP Gapless top, .043-in. AP second, 3/16-in. oil ring |
| Rod Bearings: | Clevite coated H-Series, .001-in. under (P/N: 663HNDK) |
| Main Bearings: | Clevite coated H-Series, .001-in. under (P/N: 1010HXK) |
| Oil Pan: | Moroso custom billet dry sump, two-piece |
| Oil Pump: | Moroso 5-stage Tri-Lobe door car pump (P/N 22365) |