
Degreeing your camshaft is one of those things that seems to intimidate a lot of novice and even some intermediate-level engine enthusiasts. The fact in, degreeing your camshaft with doesn’t really require any serious investment in specialty tools, doesn’t take much additional effort once you’ve installed your camshaft, and at the bare minimum provides peace of mind that your new camshaft is right where it’s supposed to be.
In order to properly explain how to degree your camshaft, we headed down to Crower in San Diego, California. Crower, founded by Bruce Crower over 50 years ago, has an abundance of experience when it comes to the subject of camshafts and valvetrain theory and components.
The Theory of Degreeing
To walk us through the process, Crower supplied us with Shane Pulido from their tech department. “The camshaft is essentially the brain of the engine. It tells the engine where to make power,” Pulido says. The cam has got to be installed 100-percent accurately for it to make power where it should.”
As mentioned in the opener, the idea that you need a drawer full of super-specialized tools to degree a camshaft in the engine is false. While it is true that you can spend serious money on some really fancy equipment, you can get the basics needed for under a hundred bucks.
“We really don’t need many special tools to do this. It can be done with Harbor Freight stuff,” says Pulido. “We just use a basic piston stop, a pair of dial indicators and a magnetic base from Harbor Freight, a bent coat hanger, a bolt and a nut for the timing pointer, and a basic degree wheel, like the one that we make.”
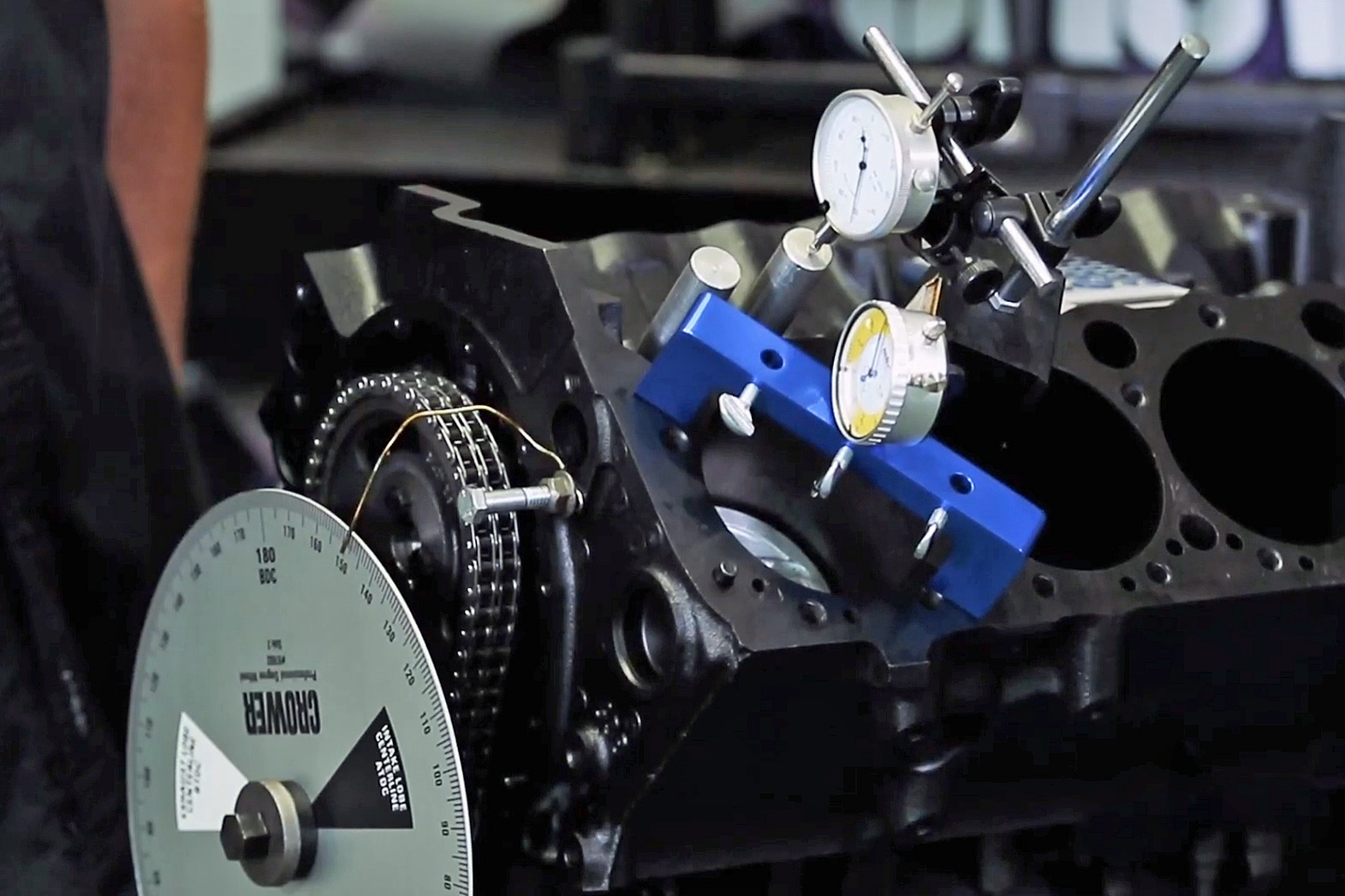
There aren’t really any super special tools needed to degree a cam. A complete usable setup can be had for under a hundred bucks.
Setting the Wheel
As the old theory states, “garbage in, gabage out,” meaning your results are only going to be as precise as the data entered. In order to get the best data possible for this process, a little care needs to be taken when initially “dialing in” the degree wheel. What you are doing is ensuring that the timing pointer and the markings on the wheel have as accurate a relationship as possible, so that all your subsequent measurements and readings are true.
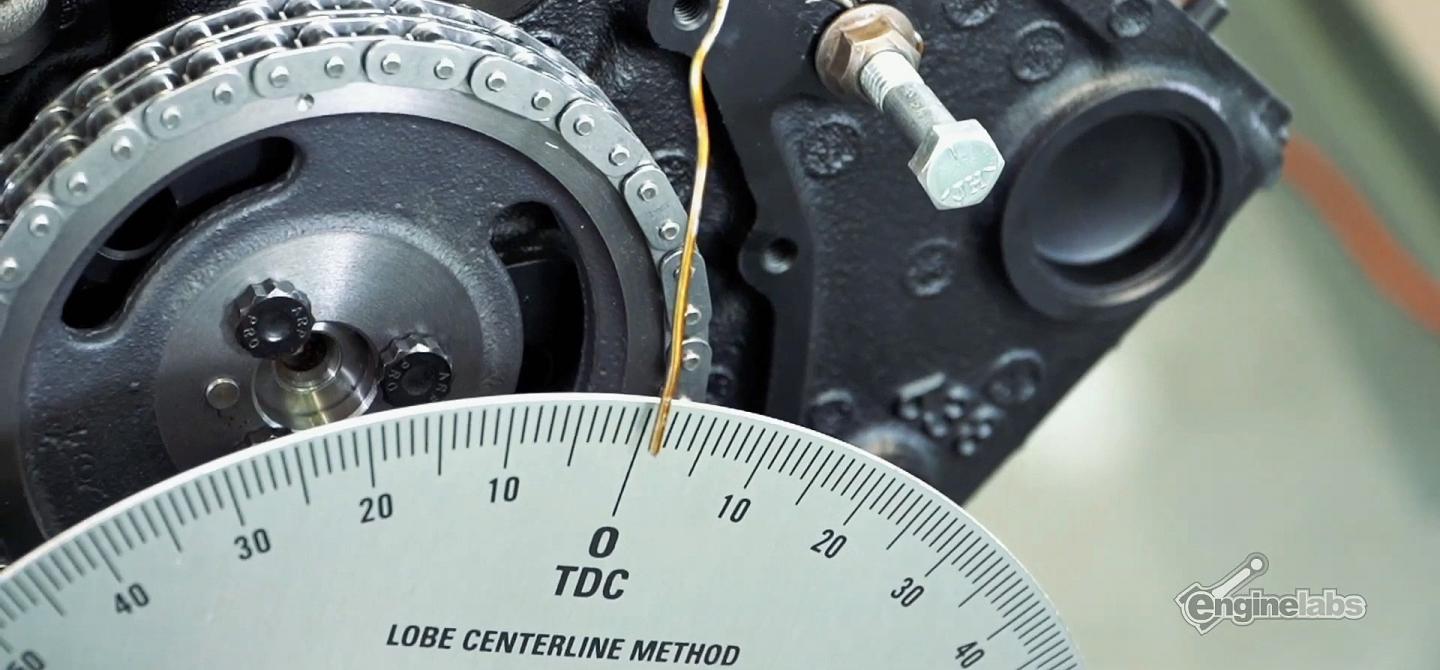
“The first step is to find top dead center and make sure our timing pointer – made from a bent coathanger in this case – is set to zero,” explains Pulido.
Timing pointers don’t need to be anything fancy. While there are some fancy, complex versions on the market, made from billet aluminum with articulated joints and magnifying lenses on the pointer tip, anything that is bendable but rigid will get the job done.
“Coathangers are actually one of the better materials for timing pointers. It’s flexible and allows for adjustment, while being rigid enough to hold true,” Pulido says
As you can see, the coathanger makes for a sturdy, easy to read pointer. Here you can easily read the 12 degrees ATDC measurement while zeroing the wheel initially.
“To find top dead center, we’re going to use the .050 [fifty-thousandths of an inch] method, where we measure .050-inch of piston travel before and after top dead center,” Pulido explains. “The .050 method mitigates piston rock, and the crank can dwell for almost five or six degrees at actual top dead center.”
Because this is setting the basis for all of your future measurements, getting this right is critical, and special care should be taken on this step. “If you mess up or overshoot your target, just back up and bring it back in,” comments Pulido. He also notes that you should always arrive at your number by rotating the engine in its natural direction of travel.
Before starting you need to set your dial indicator at a rough zero by passing through TDC several times, and resetting the zero mark of your indicator at the peak lift point.
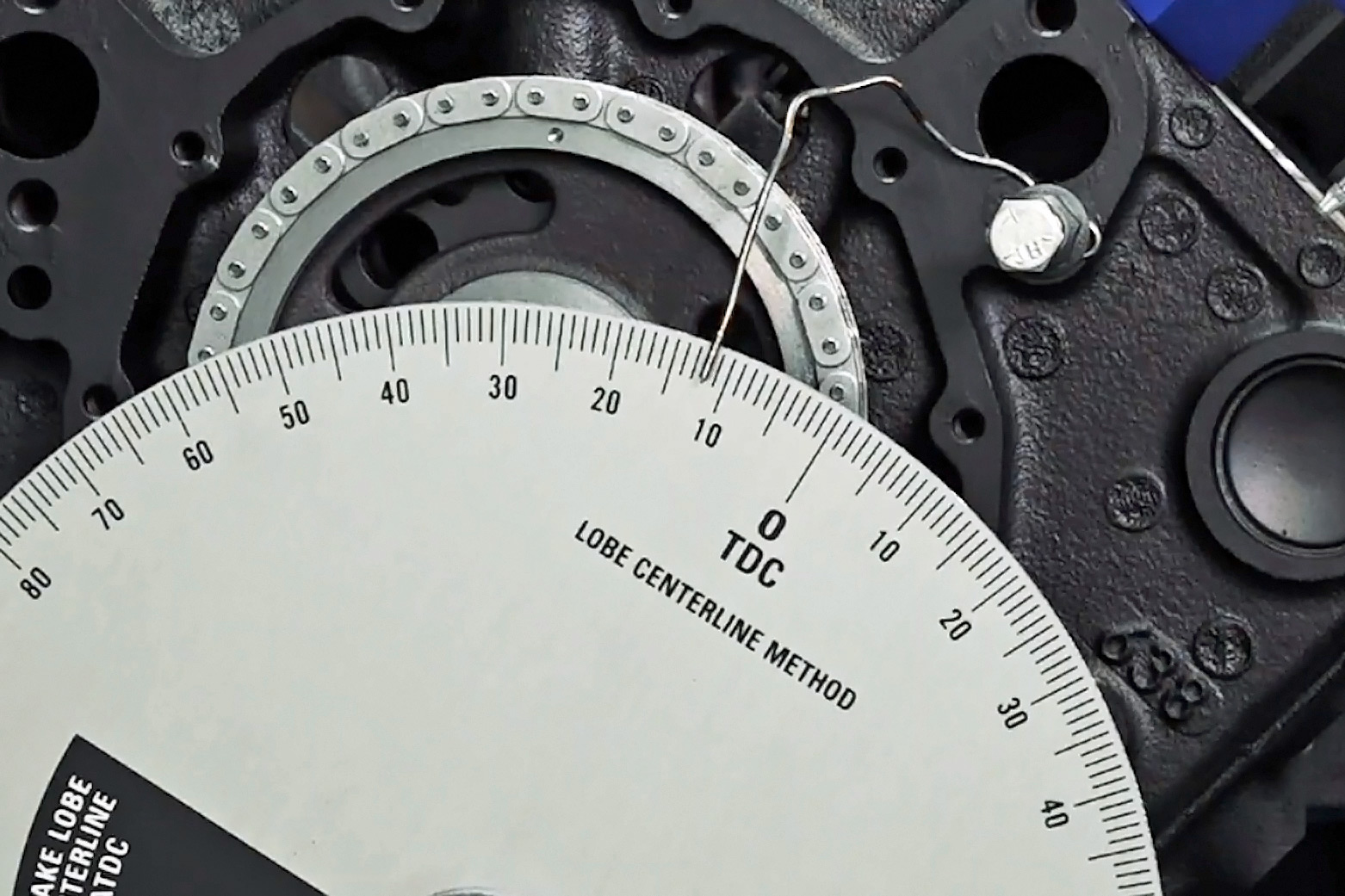
“For the first reading, we have 12 degrees before top dead center,” Pulido says as he rotates the engine to a .050-inch reading on the dial indicator. Once you record that number, continue to rotate the engine through top dead center until the dial indicator drops back to .050-inch indicated in the bore.
“You’ll notice that as the dial indicator hits zero, it stays there for a few degrees of rotation before coming back down,” says Pulido, pointing out the piston dwell at TDC and why just zeroing on the peak could induce error.
“As the needle returns to .050, our pointer shows 12 degrees after top dead center. That tells us the degree wheel and pointer are properly aligned,” says Pulido.
Once you’ve gotten a solid zero on the degree wheel, you’re ready to start degreeing the cam. Without a solid zero, you’re just guessing at everything else.
Degreeing the Camshaft
With a perfect baseline reference set, now it’s time to actually start measuring camshaft position. “You’ll need your cam card for the next step,” says Pulido. “For this particular camshaft, we have a lobe separation angle of 106 degrees, with one degree of advance in it, so we’re looking for 105 degrees, using the intake centerline method.”
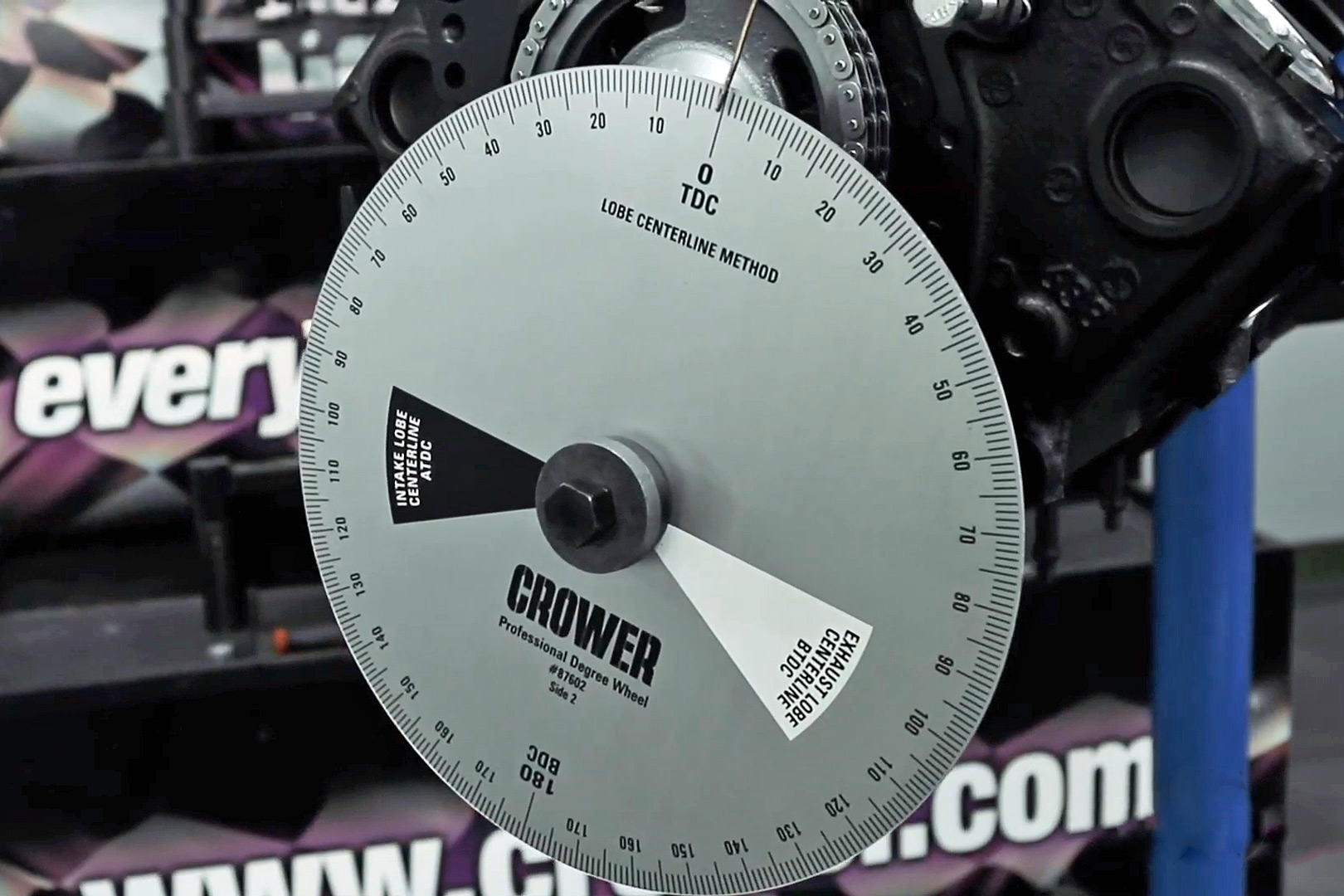
The intake centerline method, as the name suggests, uses the centerline of the number one intake lobe to determine the orientation of the entire camshaft. “What we want to do now, is find the peak lift of the intake lobe of the camshaft so that we can set the dial gauge on the lifter to zero at the peak.”
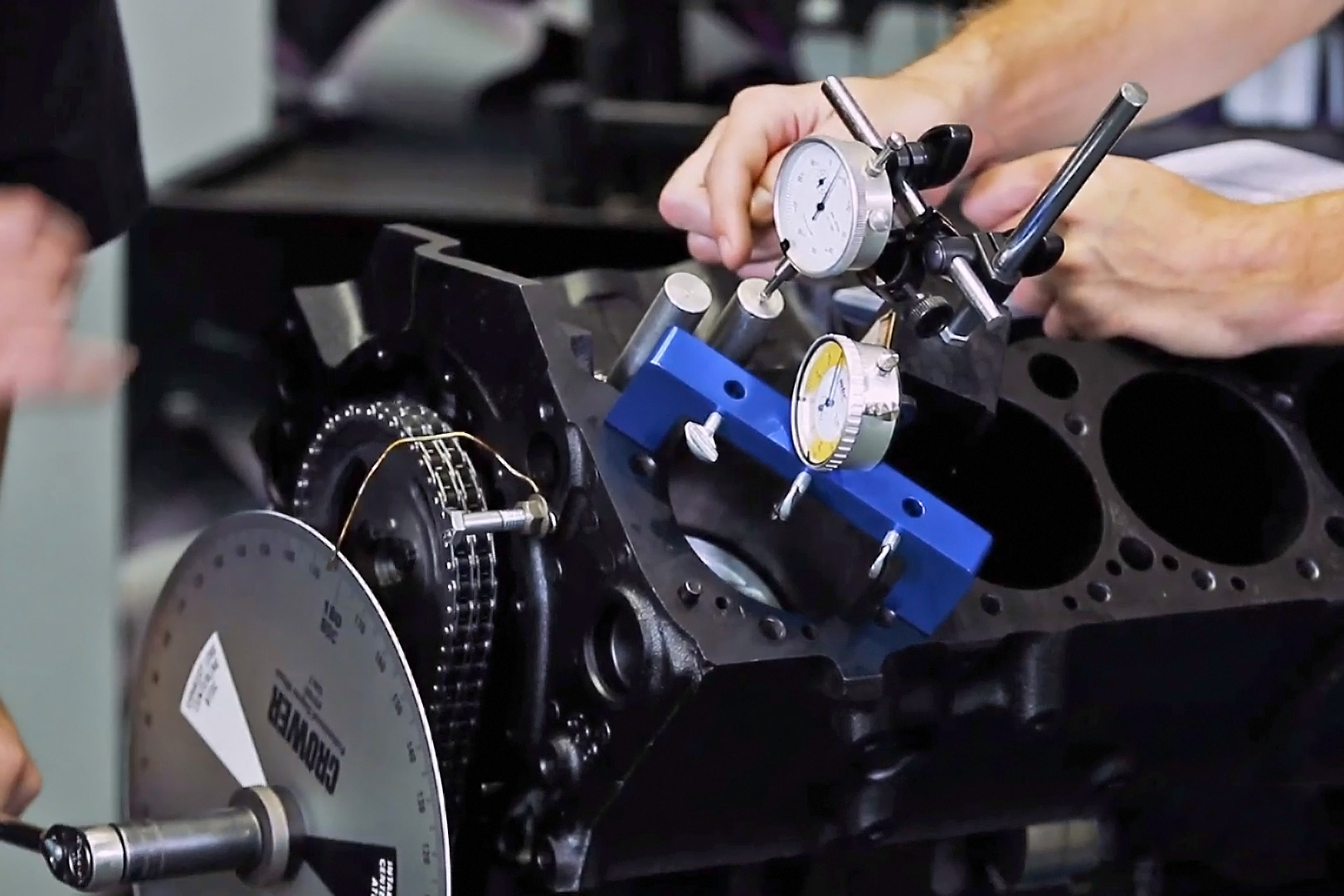
When degreeing the cam, you need a reliable way of measuring the cam lobe lift, whether its a solid lifter or a checking lifter.
The process for this is very similar to what was done to zero the degree wheel initially, except that lift is being measured at the lifter (to measure the cam lobe directly). “Once I find that intake lobepeak, and set zero on the indicator, I’m going to back up 0.100” on the indicator,” explains Pulido. “Then I’m going to move forward in the natural rotation of the engine back to .050-inch [before peak] on the indicator, and record that number.”
That number is 62.5 degrees in this particular case. Write that down.
“Next, we’ll rotate the crank through the peak of the cam lobe lift and back down to an indicated .050 inch,” says Pulido.
On this cam, that next reading is 147.5 degrees on the degree wheel. Write that down.
“Now, since we’re trying to find the center of those two numbers, you’ll add those two numbers together and divide them by two,” Pulido explains. “In this case, 62.5 + 147.5 = 210. 210 divided by 2 = 105. So we’re right on where the cam card wanted us to be.”
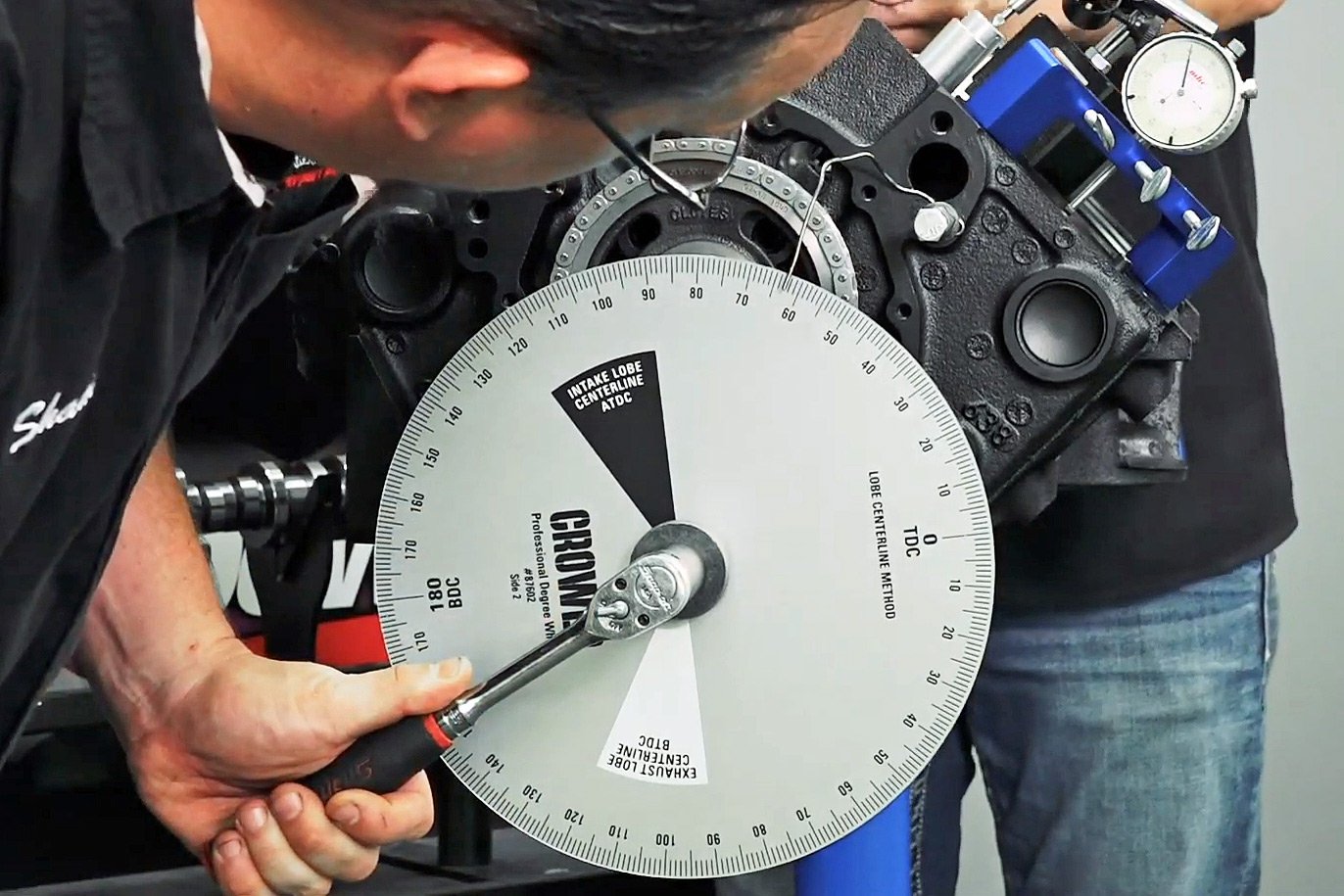

Here you can see the two readings on the degree wheel at .050-inch before peak intake lobe lift, and .050-inch after peak lobe lift. Pulido calls these out as 62.5 degrees and 147.5 degrees.
What If It’s Not Right?
Everyone knows that in the magazine world, everything fits and lines up perfectly on the first shot. But what do you do if you’ve degreed your cam, and it’s off by a degree or two one direction or the other? There are actually several different ways to get your timing back.
“If you’re in a claimer-style class where you have to run a stock timing set as opposed to an adjustable, you can drill out the stock mounting holes, and Crower sells precision machined replacement buttons, which allow you alter your timing slightly to bring your timing back into spec,” explains Pulido.
However, since most of us putting together an engine aren’t restricted to the OEM timing set, an adjustable timing set would be the way to go. When it comes to adjustability, you don’t need to spend a fortune to get adjustability. There are a number of three- and nine-way adjustable timing sets on the market, or Pulido’s recommendation, the Hex-A-Just.
“We sell the Hex-A-Just timing gear that will allow you to dial in your adjustment without breaking down the timing set, right on the engine,” Pulido says.
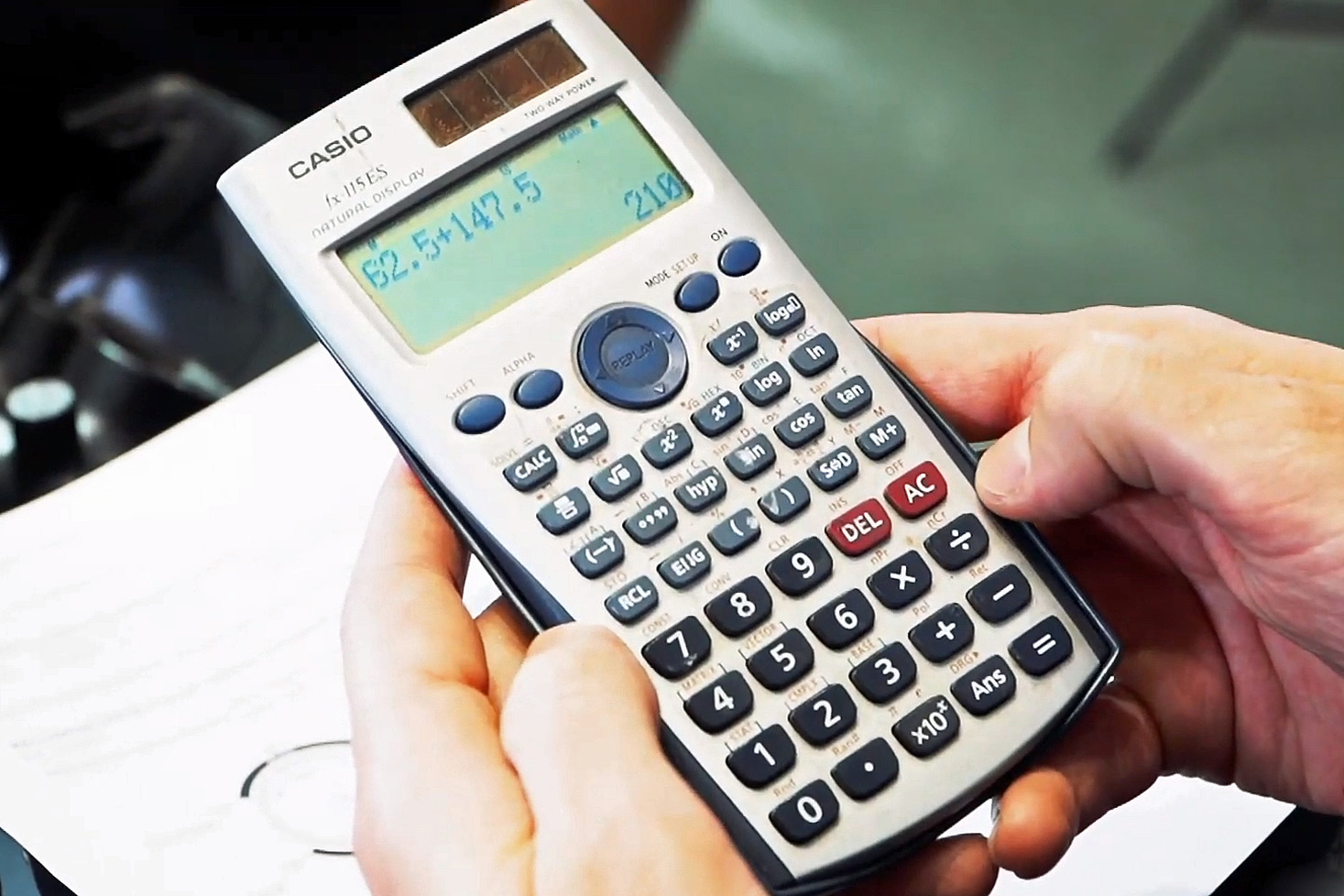
Adding the two degree wheel readings together, and then dividing by two will give you your actual intake lobe centerline measurement. Compare that to what your cam card calls for, to figure out what needs to happen next.
Now you might be wondering why your camshaft would be off, when you followed the directions and lined up the dots just right. “Degreeing a cam doesn’t mean lining up the dots. That just gets you close,” says Pulido.
“On this engine, we lined up the dots, and we got lucky, but a lot of times, lining up the dots just gets you to within a few degrees. In manufacturing there is a thing called stacking of tolerances. If there’s a little bit of slop in your keyway machining, and the chain is slightly off, or the holes in the timing set aren’t exactly perfectly drilled, there could be some misalignment.” Pulido explains.
“Remember, whatever happens to the cam once, happens to the crank twice. So a one degree of misalignment at the cam, equals two degrees of misalignment at the crank.”
The peace of mind knowing that your intake and exhaust events are happening exactly as the camshaft was designed, ensures that the engine you are putting the time and effort into assembling will perform at its best.
“It’s imperative that you check the camshaft when you install it. These things are just air pumps, if you get the right amount of air in at the right time, you’re going to make maximum horsepower,” Pulido concludes.












