
Engine assembly requires the measurement of several components to ensure adequate clearances. Piston to cylinder bore clearance is one of those critical areas. Although the clearance is typically set by the machinist during cylinder honing, it is imperative that the assembler knows how to take the measurement to double-check the machinist. Mahle Motorsports has put together this informative how-to video on the process.
Specific tools are required to measure piston to bore clearance. The list includes the following: micrometer, dial caliper, and bore gauge. Micrometers have a one-inch range and will be used to measure the piston. Select a micrometer with a range that includes the piston diameter. The dial caliper is used to locate the measuring point on the piston. A zero to six-inch caliper will be sufficient.
Finally, the bore gauge will be used to measure the cylinder bore diameter. Like the micrometer, bore gauges cover a certain range. However, the bore gauge comes with a range of extensions and spacers to cover a larger spread such as two to six-inches.
Once all the tools have been acquired, the clearance specification and the measuring point for the piston need to be located. Both of these are provided by the piston manufacturer. Mahle supplies an online version of their application guide via their website.
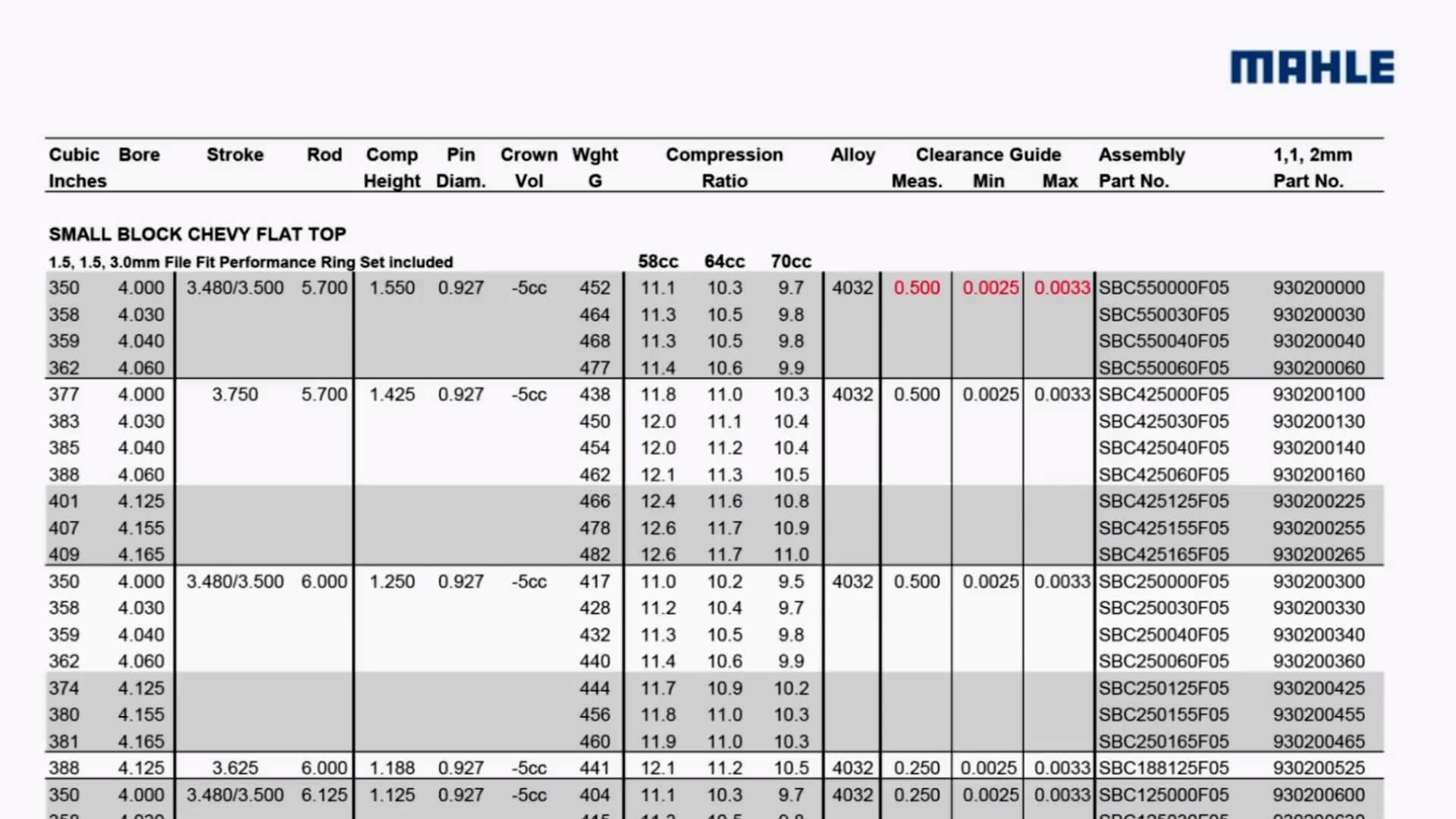
Using the Mahle application guide is simple. Locate your application then find the piston part number on the right. Just to the left of the part number are the minimum and maximum clearances and the piston measuring point.

Locating the correct measuring point is critical because each piston has a unique profile. Measurements taken above or below the specified point will be incorrect. An incorrect piston measurement will cause the piston to bore clearance calculation to also be incorrect.

The dial caliper is set to the proper distance to locate the measuring point (above) and then a Sharpie is used to mark the point on the piston (see below).

Be sure to put one mark on each skirt as a reference. It is critical that the micrometer is placed on each skirt at the correct height.

The anvil and spindle of the micrometer must be perpendicular to the skirt. If one side is off slightly, you will get an incorrect measurement. Record the piston size.
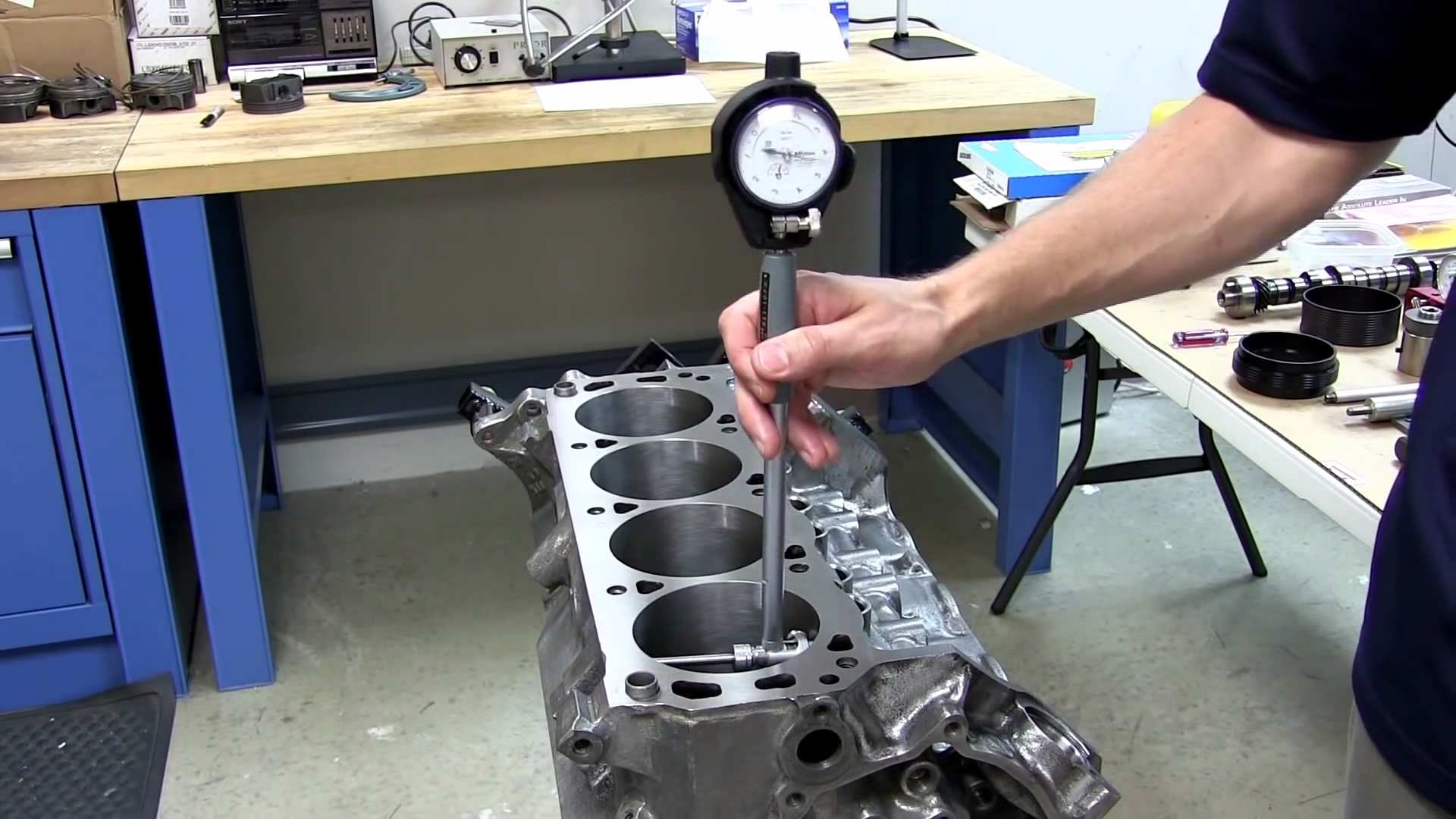
There are a couple of ways to set up the bore gauge. In this example, Mahle set up the bore gauge to measure the actual bore size. The bore gauge reads zero at 4.040-inches. An alternate method is to measure the clearance without having to do any calculations by setting the bore gauge to read zero at the piston measurement. The reading on the bore gauge will be the piston to bore clearance.

Rock the gauge back and forth and take the smallest reading. The smallest reading occurs when the gauge is perpendicular to the cylinder wall. Add the reading to 4.040 to determine the bore size. This gauge reads .0002-inches (two ten-thousandths of an inch), which is commonly referred to as “two-tenths.” That is 15-times thinner than the average human hair!
If the cylinder was honed with a torque plate, chances are the bore is out-of-round without the cylinder head torqued in place. Therefore, the best practice is to check the bore size with the torque plate installed. If it is not available, take the measurement near the bottom of the cylinder at the point where the sleeve exits the block core. Cylinder distortion is limited in this area.

Cylinder bore size minus piston diameter equals piston to bore clearance.
Variables That Affect Piston To Cylinder Bore Clearance
Precision measurements like bore size and piston diameter are critical for engine survival. Consider any outside factors that may skew the measurement. Mahle pointed out two common ones.
First, temperature will cause the cylinders and pistons to expand and contract. It is imperative that both the cylinder block and the pistons are at room temperature. Small differences in temperature can change measurements considerably considering the micrometer and bore gauge are measuring in one ten-thousandths of an inch increments.
Measuring tools should also be at room temperature. Keep hand contact with the tools to a minimum. Take a measurement, then set the tool down to record the reading. Body heat from holding the gauge in your hand will move the needle two-tenths. Hand warm the gauge before zeroing and taking measurements as an alternative.
As mentioned earlier, cylinder honing sets the piston to bore clearance. Provide the engine machinist with the pistons so the correct clearance can be obtained. The steps laid forth by Mahle will allow the assembler to double check the machinist work.












