For most of us gearheads, we know how headers are made. We know it starts with a tube that gets bent, cut and welded to a flange, and then more tubes follow, and then a collector is attached and the header is done.
{kind=link}
{kind=link}
The color coding offers details about the pipes at a glance, with hundreds of thousands of linear feet being shipped in each month.
It sounds simple enough, but headers manufactured at Pertronix’s Exhaust Plant are much more technical, and much more involved, than just bending and cutting tubes.
We were invited to visit and tour their facility, and to see exactly what it takes to build a set of headers from raw materials. While we had an idea how headers are made, it was still an education in what goes into manufacturing headers, and we got to see how it’s done from beginning to end.
Patriot Exhaust primarily supplies the street rod industry with exhaust products; Dougs Headers has been providing musclecar headers since 1958; and JBA Exhaust has been one of the leaders in late model smog legal headers for cars and trucks for over 25 years.
JBA began life with the simple concept of developing a direct replacement shorty header for the 5.0L Mustangs in the mid 1980s. They were designed to be heavy-duty, with ease of installation and to be emissions legal, which made them very well received in the Mustang community.
{kind=link}
Once word got out that JBA was known for their direct replacement shorty headers, and that they carried CARB certification, the demand for shorty headers for other makes became one of their missions: to engineer and manufacture quality exhaust and performance products that exceed their customers’ expectations while providing unparalleled service. Before long, they were building headers for other makes and models within Ford, GM, Dodge, Jeep, Nissan and Toyota markets.
Their goal was to provide the most complete line of 50-state smog legal exhaust products in the industry, and they have grown ever since. Rather than simply manufacturing one header for a lot of cars, they offer headers in several performance lines for multiple vehicles. You aren’t limited to shorty headers, or smaller primary tube headers, they manufacture headers in various sizes and lengths to meet the demands of the performance junkie.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
The building is quite large, and stays busy throughout the day. The other thing that we noticed was how clean and tidy the place was.
Shop Tour: A Lesson In Making Headers
One of the first thoughts about going to a manufacturing facility in another country (even directly across the border) is that the products might not be what you expect, and that’s exactly what we found. The level of quality and manufacturing was actually much better than what we expected, and it surprised us how talented and skilled these people were.
Another thing that really stood out was that everyone was pleasant, and happy. They greeted us with smiles and were willing to do whatever we asked to get that perfect picture, or to get products together for a group shot. There’s not much of a language barrier when you speak quality, and it was evident as we stopped by each station to see what these guys did for a living.
No matter where we went in the shop, we were greeted with smiling faces and happy employees. Pertronix has a very low turnover rate, and considers it a family environment.
{kind=link}
{kind=link}
{kind=link}
The facility was rather clean for a manufacturing plant, too. Some of the equipment has been around for 40-plus years and you wouldn’t know it. With grinders, cutters, welders and benders working all day long, a shop like this needs to have a staff on hand that can repair any machine that might need it, and they are kept busy working on the equipment and designing new tools to do the job better and faster. This is an ever-evolving plant that grows with the times and moves in a direction that helps maintain their production goals.
It’s a material-intensive environment where the focus is on spending more time on each product and making sure quality goes out the door with each order. -Jim Hairston
On a weekly basis, two trucks deliver materials and take away products that have been completed. At any given time, there are at least 400 to 450 job orders being worked on throughout each day, and the employees are kept quite busy with work orders traveling from one area to another. Whether it’s cutting or bending tubes, deburring, or welding flanges, each station has a purpose and they all work together to get orders out the door with completed headers.
Jim Hairston is the Director of Marketing and Product Development at Pertronix, with decades of experience in the header manufacturing industry. He said, “In Mexico, there’s an abundance of skilled labor, and labor costs are less than in the U.S. It’s a material-intensive environment where the focus is on spending more time on each product and making sure quality goes out the door with each order.”
By doing this, corners don’t get cut and quality isn’t sacrificed; each employee spends the time necessary to build it right and to focus on quality control, which means there are several inspection stations within each department.
Cutting, bending, trimming, fitting, and welding go on all day long to get the headers to fit the jigs when they're done.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
On JBA header applications, the “Fire Cone” is welded to where the four pipes merge inside the collector. This helps to keep the exhaust flowing smoothly.
Putting The Puzzle Together
The Pertronix Marketing Department decides which automotive applications they would like to offer headers or exhaust products for. The also decide which of their products would suit that application better. For late model vehicles, JBA becomes the obvious choice and a car or truck is acquired to build that header.
The Research and Design Department then builds a prototype header on the vehicle at their Irwindale R&D facility. After a fixture is built using that prototype, both the fixture and the prototype are sent to the production facility where planning begins to establish bend data, cut fixtures, make collector assemblies, and check the fixtures and O2 fittings.
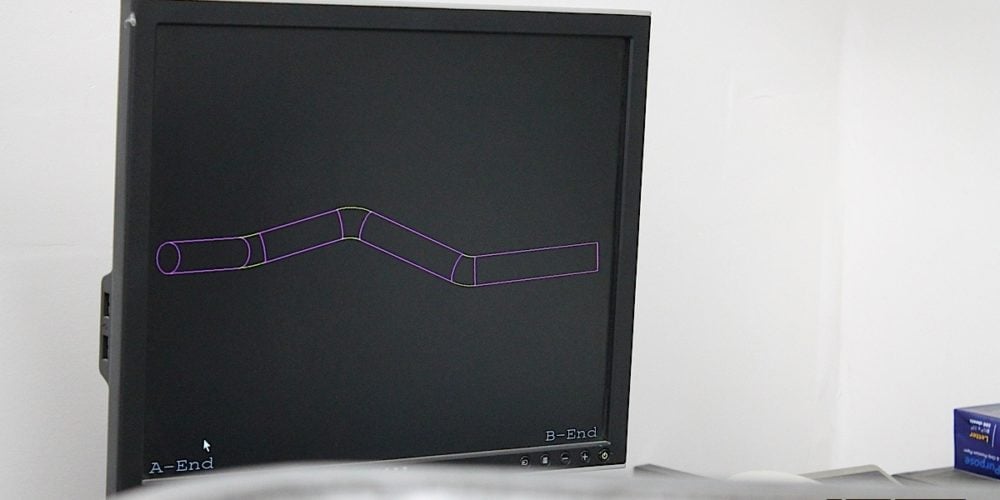
Bend data is often developed using a non-contact coordinate measuring machine; using a laser, a five-axis measuring equipment measures bend angles, rotation, and distance between bends and sort of “reverse” engineers each pipe. From there, the data is sent directly to their CNC mandrel bending machines.
{kind=link}
{kind=link}
{kind=link}
This measuring equipment can measure all aspects of a pipe, including length, rotation, and bend angles, to feed information to the CNC bender.
After all of the information is established, a first header is created using production fixtures and processes. That first header is then sent to the R&D facility to test fit the header on the vehicle, and once everything checks out, the green light is given to enter the design into production.
For the smaller, tighter bends, they will section the pipe and weld the pieces together for each primary. Once all of the primaries are bent or welded, they go into a jig that is built off of the original header and that jig is kept for future headers to be made.
If you thought making the header was intricate, the jigs they use are even more intricate, because each header must fit and allow the clamps to be closed down. If they don’t, the header likely won’t fit and they need to correct it. Even the O2 and temp sensor bungs are measured with the jig to make sure they’re in the proper location.
While some curves are too tight for a mandrel bend, smaller pieces are cut and welded to the pipes to clear engine or steering components. The collector is formed from a straight pipe, then shaped for welding.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
When the technicians are satisfied with the headers, the welding process begins on the previously tack welded headers. The welds are made, and collectors are welded up, and the flanges get a complete weld, also. The welding equipment they use often incorporates a lazy Susan-type of platform so the technician doing the welds can spin the header in the clamps and make a continuous weld around the collector and flanges.
From there, another round bead is welded to each flange at the ports, and those welds are machined down on a mill. This process machines the weld within .040 of an inch from the flange, keeping all the welds on the same plane. Rather than mounting the flange to the cylinder head, the sealing beads make contact with the gasket, which helps to complete the seal. The headers are then cleaned up, and sent off to get painted or ceramic coated.
Top: These flanges are patterns that are used; each flange is laser cut for accuracy. Bottom: If the jig can't be closed and clamped, the header doesn't go out the door.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Five Steps To A Ceramic Coated Header
You might think that a header is a header, and ceramic coating is done after the header has been welded together, but that’s just two of the five steps taken to build a set of headers. Once the header has been completed, the header is wiped clean and heated in an oven to bake off any materials that were left on the surface of the metal tubes and flanges. During this stage, the header changes color as the heat bakes the header.
After baking, the header gets sand blasted to remove any oils or grease that might end up on the metal. This gives the header a rough surface for the ceramic or paint to attach to. After the header is blasted, it’s sent into a paint booth where the ceramic coating is applied.
All welds are cleaned up and the header is prepped for ceramic coating. It applies as a flat white, and gets polished to a shiny luster.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
This ceramic coating appears to be an off-white, flat paint that would have you believing that the header will be white, and from there it’s sent back into the oven to get baked again. This process gives the header a glossy white finish and a hard coating that will help keep the heat inside the header when the engine is running. It also provides for lower underhood temperatures.
Most of us have seen polished ceramic coated headers, and we would think that the bright silver coating is applied to the bare header, but that’s not the case. That glossy white header that comes out of the oven for the second time is then sent into a tumbler that is filled with a soapy solution and hundreds of thousands of small, ceramic balls that polish the header to a high luster.
These small ceramic balls in a soapy solution takes a header from flat white to a polished look in 40 minutes.
{kind=link}
{kind=link}
{kind=link}
Each header goes into a tumbler for about 40 minutes, and it tumbles in all of those ceramic balls until it produces a shiny coat. The header is then cleaned up and the tight areas that need to be polished up are done by hand, and the header is now ready to be sent off to the next gearhead seeking power and performance from their vehicle.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Every department is kept busy, and the shipping department is no exception: cleaning, testing and packaging every set.
Ceramic coating is a lengthy process, but it’s also one that will protect your headers for years to come. We got a bit of an education at Pertronix, and we hope that sharing this information will help enlighten you as to how much work goes into a set of headers.
For more information, and for applications for your car, visit the Pertronix Exhaust web site. They’re one of the largest header manufacturers in North America, so chances are they’ve got just what the doctor ordered for your performance car or truck. And check out the gallery below from our tour of the Pertronix Header Plant.
{kind=link}