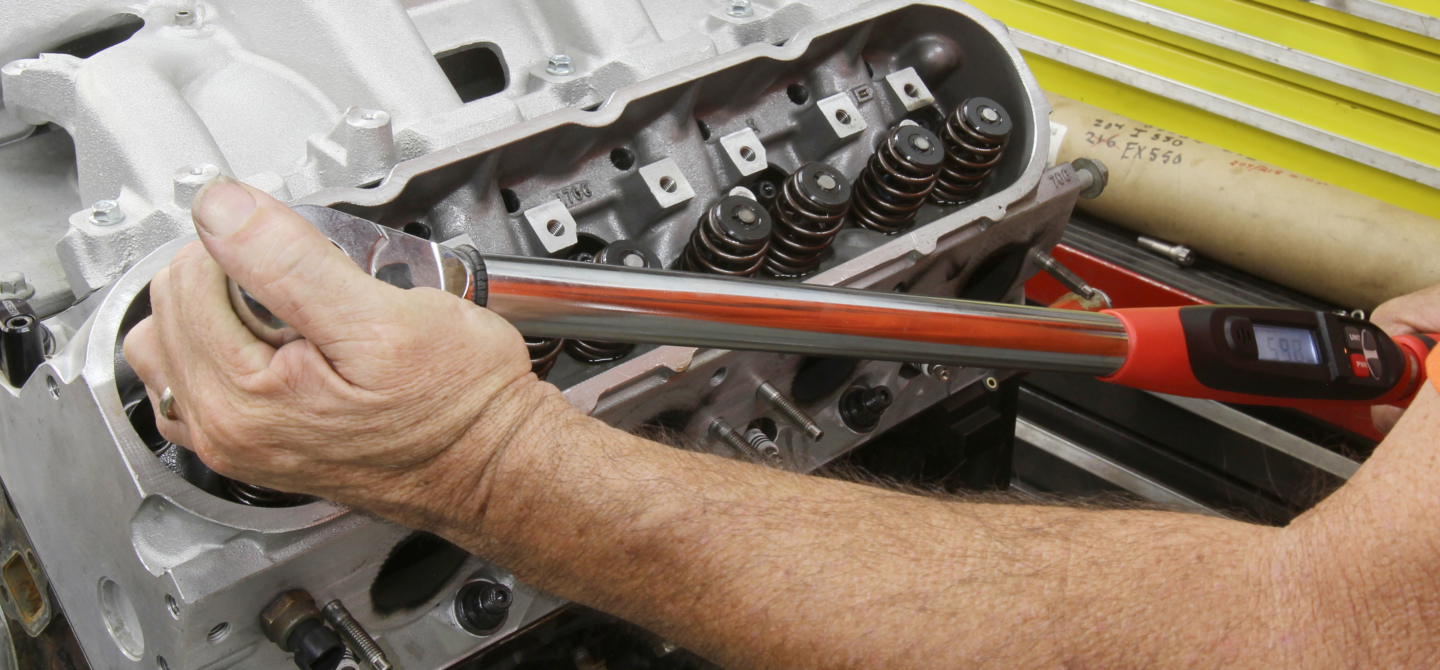

“Something doesn’t feel right.”
Westech’s Steve Brule was torquing the head bolts on an iron block LS 6.0L engine that had just received a new set of heads. We were using ARP head studs and the torque spec called for 70 lb-ft of torque. But something was definitely not right and Steve could feel it in the torque wrench. As he applied over 60 lb-ft, the resistance in the torque wrench felt like either the stud was failing or the threads were pulling out of the block.
That’s when I remembered a discussion I had recently had with ARP’s Chris Raschke in which he told me that ARP had recently received tech calls about pulling threads out of the block and even some head bolt failures that appeared to be from over-torquing.
This was how Raschke explained it:
“With regard to casting and machining cylinder heads, our 21st-Century world is a much better place. CNC machining and superior tooling has created excellent aluminum castings that include a very smooth finish on the spot facing for head bolts. This appears to be the case for all of the late model engines like the Coyote, Modular, and EcoBoost Ford engines, the Chrysler Hemi V8, and the GM LS family of engines. This could also easily apply to any new high performance aluminum cylinder head that is subjected to CNC machining.”

Roughly 50-percent of the total torque spec to create a given clamp load is required just to overcome the friction between the underside of the head bolt and the top of the washer, or in this case between the washer and the nut.
What’s The Issue?
Here’s what ARP has discovered. Over the recent past, ARP’s manufacturing processes have improved the finish of its head bolt and head stud washers. This superior finish also had the unintended effect of reducing the friction between the washer and the spot-faced surface of the cylinder head. This, combined with improved friction-reducing oil used in most engines has created unintended consequences.
Here’s how this works.
On any fastener, when a torque is applied to a bolt to create a given clamp load, friction is created.
Let’s use a head bolt as our example. The bolt manufacturer tests its bolts to create the given clamp load that will allow the head gasket to seal properly. This clamp load requires a given torque on the fastener. As an example, we’ll choose 70 lb-ft as our number. Of this amount of torque applied to the bolt, roughly 50- to 55-percent of that torque is used to overcome the friction between the underside of the bolt head and the head bolt washer. Another roughly 30- to 35-percent is used to overcome friction in the threads. This leaves around 10- to 15-percent of the remaining torque to stretch the bolt and create the desired clamp load.

Part of the reason that the head bolt washers tend to spin is because the spot face on most modern engines has become very smooth due to high-quality CNC machining. Combine this with a very smooth finish on the head bolt washer, and this is why the washer tends to spin when loaded.
Let’s put those numbers into perspective. Of a typical 70 lb-ft torque on an ARP head stud as in our original example, a full 59 to 60 lb-ft of the 70 are used to overcome friction, with 35 lb-ft (50-percent) used to overcome friction under the bolt head or in between the nut and the washer on a head stud.
This friction assumes that the washer remains stable under load. But if that head bolt washer is smooth enough, it can turn as the load is applied. This effectively turns that washer into a bearing, reducing the friction. If this spinning washer reduces the friction by even a third, this applies another 10- to 15-percent of torque into stretching the bolt. As you can probably guess, this radically increases the actual amount of torque needed to create the stretch in the bolt. This additional torque then either fails the bolt by stretching it beyond its yield strength – or this additional torque pulls the threads out of the block. Both of these are situations best to avoid.
What Steve felt when he reached the point where the torque wrench felt like the bolt was stretching was really the head stud washer turning – and therefore reducing the friction. Steve has enough experience to know that because it didn’t feel right, he stopped applying additional torque before any damage was done.
On this LS 6.0L, we experienced the problem where the washer under this head stud nut began to spin when the torque reached roughly 55 lb-ft. This spinning washer acted like a bearing, reducing friction and had we gone up to the actual 70 lb-ft ARP spec, it’s possible we could have pulled the threads in the block or yielded the stud.
The Fix Is In
This odd situation has occurred because a combination of the smoother finish on the head bolt washer has combined with the smoother spot face finish on many new cylinder heads. The good news is that the fix for this is very easy and costs nothing. ARP’s simple fix is to just roughen the finish on one side of the head bolt washer with 60-grit sandpaper and the problem is solved.

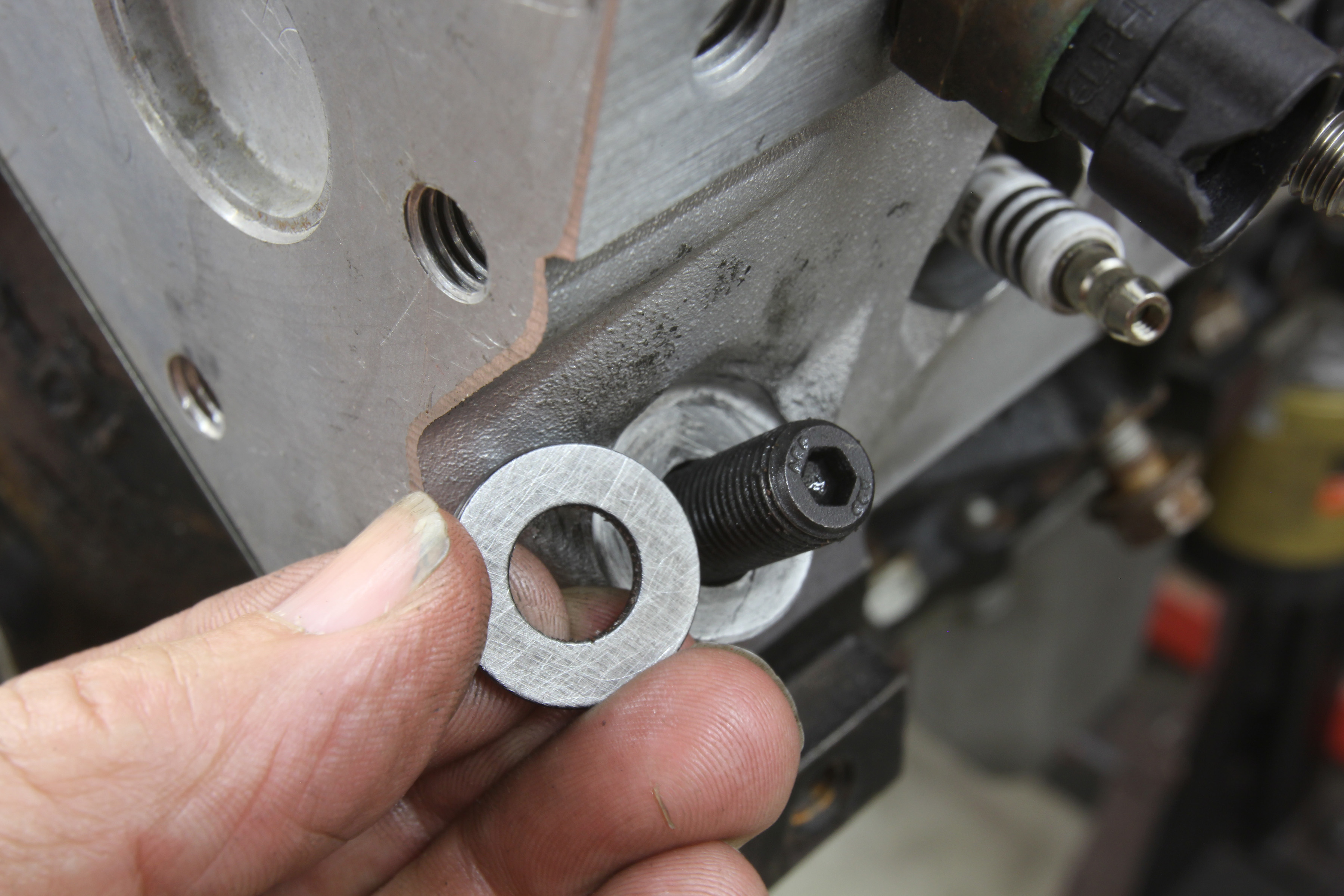
The fix is easy. We removed the head stud nuts on this engine one at a time and sanded the washers on one side against a length of 60-grit sandpaper to create the rough finish you see here. That’s all it took.
Their recommendation is to push the cylinder head side of the washer down the length of a 12-inch length of 60-grit sandpaper three times. This will create a rough finish that will prevent the washer from spinning as torque is applied. Of course, you should already know that all quality head bolt washers come with a radius built into the washer that is designed to complement the gentle radius created underneath the bolt head to minimize the creation of a stress fracture point. That means you should create the rough surface on the cylinder head side of the washer to prevent it from spinning.
We placed the rough side of the washer toward the cylinder head, retorqued each stud to 70 lb-ft, the washer did not spin, and the angels rejoiced.
On ARP head stud kits there is no radius because it’s not necessary. In this case, it doesn’t matter which side of the washer is sanded, as long as the rough side is placed facing the cylinder head.

Another critical issue is proper use of the lubricant. ARP recommends using its Ultra-Torque, which should only be placed between the washer and the head bolt or nut, if it is a stud. Try to keep the head side of the washer and the cylinder head with minimal lubricant as possible. Dry is preferred but that is not always possible. This will help prevent the washer from spinning.
This is not necessarily just an aftermarket issue. The OE’s have seen similar problems and at least Chrysler has addressed this. ARP showed us that Chrysler is now integrating small pawls or teeth into the outside edge of the head bolt washer where it contacts the cylinder head. These teeth will grip the head and prevent the washer from spinning as the head bolt is tightened, preserving the proper torque.

High quality head bolts like these ARP pieces use a radius that should always face the underside of the head bolt. Washers used with studs do not need this radius.
Use The Lube
Fastener lubricant is a big factor in this overall equation. In the past, we always covered the head bolt washers with oil on both side of the washer, but clearly this is not the right way to go. A far better solution is to keep the cylinder head spot face and the cylinder head side of the washer as dry as possible with no lube. This increases the friction and will prevent the washer from spinning.

This is a stock replacement torque-to-yield head bolt for a late-model Hemi. Note the small teeth or pawls positioned around the outer diameter of the washer. These will prevent the washer from spinning.
On the bolt or nut side of the washer, ARP recommends using its Ultra-Torque lubricant. While some engine builders will probably always use engine oil, ARP has shown in testing that repeated torque using engine oil drastically changes the friction. Establishing the proper clamp load on a performance engine is important so it doesn’t make sense to take a chance that the clamp load is inconsistent between fasteners because of the lubricant. This is why ARP created Ultra-Torque. It not only reduces the friction but also is much more stable over several torque applications. This way, the clamp load remains stable.
A head bolt is a pretty simple device, yet there is significant amount of engineering that has gone into a quality product like an ARP fastener. A little bit of knowledge goes a long way toward reducing problems. We just like passing that information along, which hopefully will now make your life just a little bit easier.