
Quality. If a company wants to survive, there has a be a focus on delivering quality. Comp Cams understands that, and constantly strives to improve its product. For instance, to better spread the load-bearing area and enjoy lower localized stress across the surface of the camshaft, Comp employs a peculiar process called Micro Surface Enhancement (MSE). Though the business of smoothing the entire camshaft lobe face has always been an aim with more conventional processes, MSE takes surface smoothing to an obsessive level of detail.
This post-grind polishing process aims to distribute pressure evenly across the camshaft lobe face by reducing the surface waviness common with other finishing techniques such as belt polishing. By delving deeper into this process, we’ve learned how Comp came to understanding camshaft performance at the microscopic level: where near-undetectable issues can eventually become serious problems.
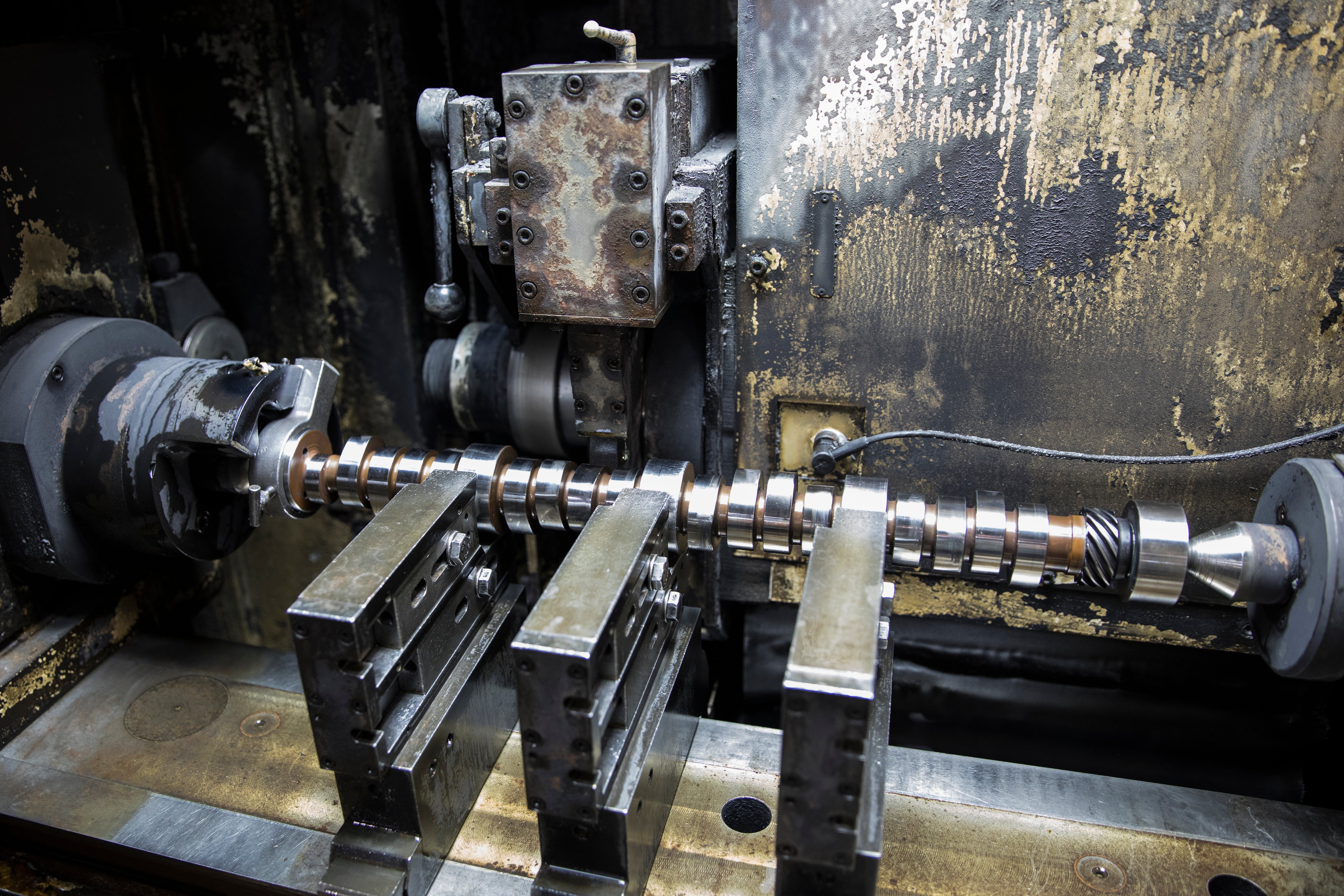
The grinding of a new camshaft, mid-process. The introduction of the carbon-fiber wheel yielded a 20 to 50-percent reduction in part vibration being induced in the grinding process.
Comp’s History With Camshaft Grinding
In the mid-1990s, cam grinding was a comparatively simplistic process. Back then, Comp used a single-point diamond dress and conventional wheel to grind their camshafts. As effective as these were for the time, the procedure inevitably left an undesirable, gritty texture on the camshaft. In the search for improvement, they moved to CNC grinders and then ceramic-boron nitride wheels—every time, upgrading to a process which offered smaller grit and more accurate grinding.
In December 2012, progress led to a carbon-fiber hub and wheel—one of the first in the world and the first in the United States. “We observed a 20 to 50-percent reduction in part vibration being induced in the grinding process (chatter). The grinders like the lighter mass of the carbon-fiber wheel, and, when sending out for a recoat, overnight shipping is much less expensive. But the vibration reduction was the driver of the change,” notes Billy Godbold, Comp’s valvetrain engineering group manager.

Comp improved its grinding process with the introduction of carbon-fiber grinding wheels. This reduced the vibration induced into the camshaft when grinding the lobes.
In the past, some felt a gleaming, polished camshaft was synonymous with a smooth cam, but that isn’t necessarily the case. To get a better idea of how the surface of a camshaft was truly formed, Comp began using a skidless profilometer to truly understand the surprisingly gritty surface of a polished cam. With newfound precision, Comp’s engineers then started measuring the distance between the microscopic peaks and valleys on the cam’s surface to try and maximize the contact area. This led to a much deeper understanding of how the cam lobe and lifter meet, and how they could improve that union.
As MSE is essentially a finishing process, it was also the last advancement made to the grinding processes. Comp first made improvements to their wheel grit, their dress parameters, and their infeed parameters, “so that the cam face is ever-so-slightly convex (just a few millionths of an inch) to better distribute the lifter loads across the face and not have stress concentrations at the edges,” says Godbold. With a smoother, flatter surface, we can take full advantage of the ultra-fine improvements offered by MSE.
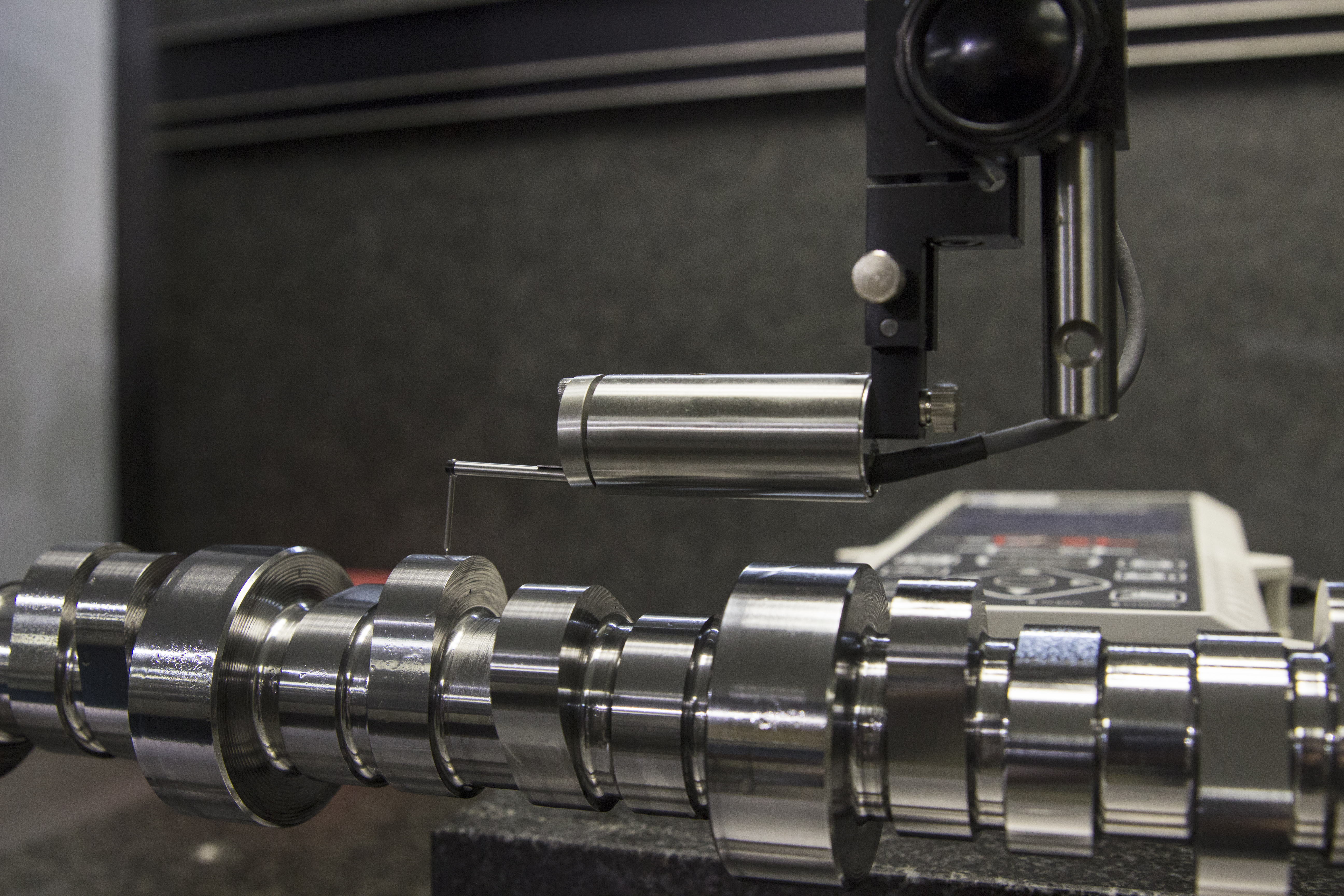
The Skidless Profilometer allows Comp’s engineers to measure the distance between the microscopic peaks and valleys on the cam’s surface.
However, some of these higher standards were born of necessity. Throughout these early years, Comp developed MSE in conjunction with LS camshafts, which have always had more stringent tolerances than most. The larger cam journals, stiffer block, and entire valvetrain were designed to minimize deflection, and constant compliance was now the norm. So, lobe finish requirements took a giant leap, providing the perfect conditions to develop MSE.
The first few generations of MSE were not as smooth as hoped. However, as Comp improved its grinding process and increased the bearing area of its camshaft, lighter media was employed. Therein lies the purpose of the MSE process—it is one of the last lines of refinement and offers a level of precision that will only benefit a camshaft that is already near completion and has been largely completed. As we will learn, this last phase of polishing yields massive benefits if done correctly.
What Does Micro Surface Enhancement Accomplish?
Observing the surface of the camshaft through a profilometer, the surface includes roughness not visible to the naked eye. In fact, a roughly ground camshaft has something of a craggy mountain range running along its surface—hardly as smooth as a shimmering camshaft would suggest. By smoothing out the “peaks” without lowering the “valleys”, Comp could distribute loading across a broader area. This improves performance as well as durability. The narrow peaks are high-stress points, and pose the greatest chance of becoming the epicenter of a micro-fracture.
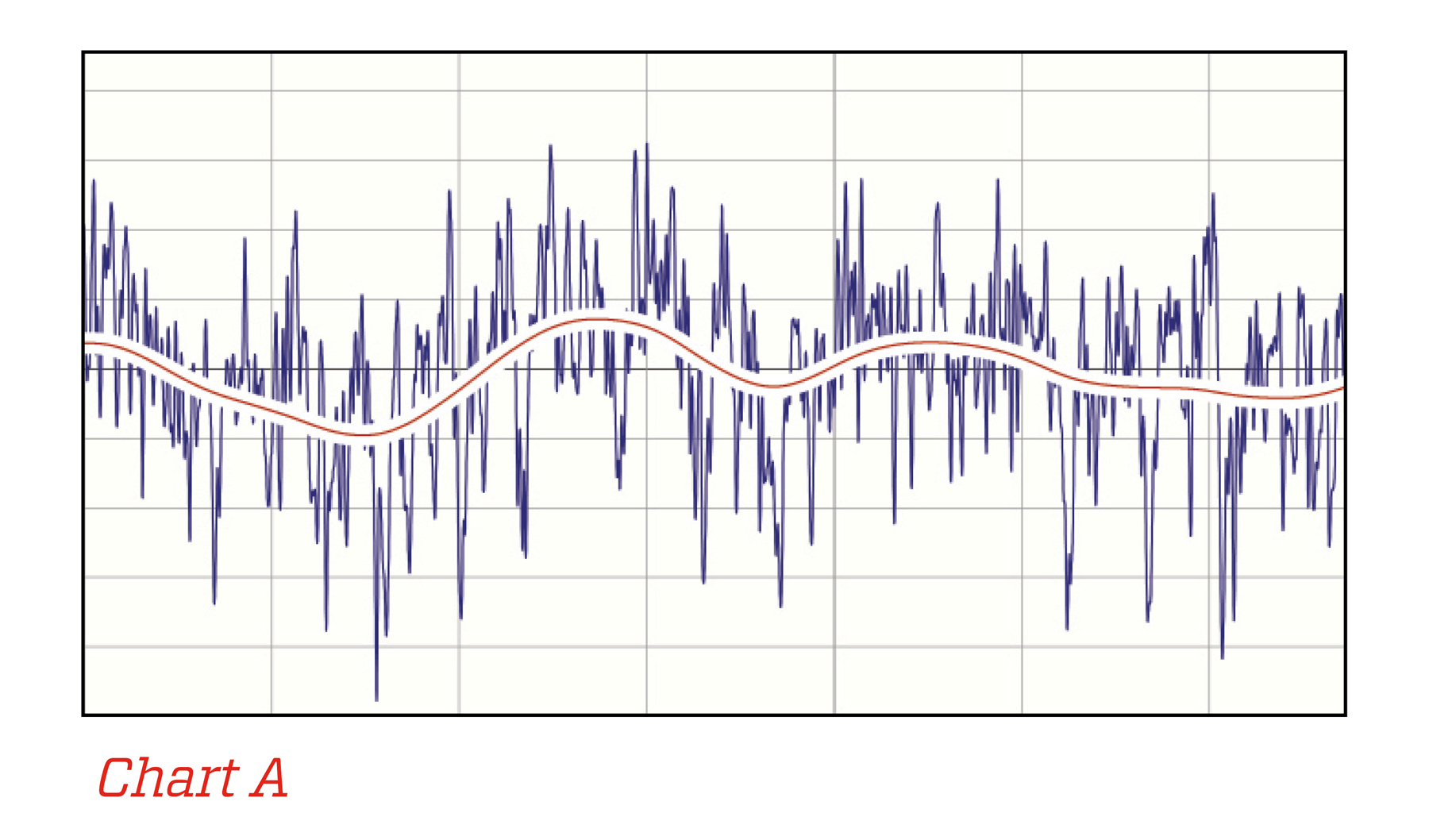
A clearer view of the mountain range, courtesy of a profilometer. The blue lines indicate the microscopic peaks and valleys in the camshaft lobe, and the red line is the middle of the distance.
“Every failure starts microscopically before it goes into a macroscopic failure. If we can make the microscopic load small, we’ll have less failures microscopically, and they can never propagate into macroscopic or big-time failures,” notes Godbold. “What we’re trying to do is take the mountain range and radius off the top without getting all the way to the bottom,” says Godbold. “It’s just a way of trying to improve the surface.”
Considering Cam Surfaces
The surface finish of the camshaft has a strong influence on engine endurance and power. As the effective area of the lobe that contacts the lifter—also known as Bearing Surface Area—increases, so does resilience. Essentially, the more surface area the cam has, the better it can support high loads. Even slight imperfections can, over time, lead to failure.
This is exacerbated by something called the “pinch effect,” by which electrons tend to move toward pointed areas; hence, the reason lightning rods are pointed. When electrons are driven through the lattice towards the peaks on a camshaft, these areas get hotter than the flatter portions and make them even more brittle.
Microscopic imperfections also have some effect on power. The smoother the camshaft lobe is, the better the union with the lifter and the more power the engine can produce. Waviness and flatness on the cam surface will cause some interruption in the motion of the lifter, and as a result, impact the way in which the engine revs, produces power, and sounds. Valvetrain noise or whining is one way an imperfect union can be spotted, but it’s still somewhat difficult to diagnose.

The MSE process is a post-grind polishing process that, as you can see in this graph, reduces the microscopic peaks and valleys in the lobe surface to distribute pressure evenly across the camshaft lobe face.
MSE Offers More Than Power
Though belt sanding can minimize imperfections, there’s actually a tendency to make the camshaft slightly concave or even wave-shaped, which places more pressure on the center of the camshaft. Belt polishing will not make a bad cam good, but it can make a good cam bad. Likewise, MSE will not make a bad cam good. MSE requires a strong foundation, but can provide that last bit of improvement that makes a profound difference.
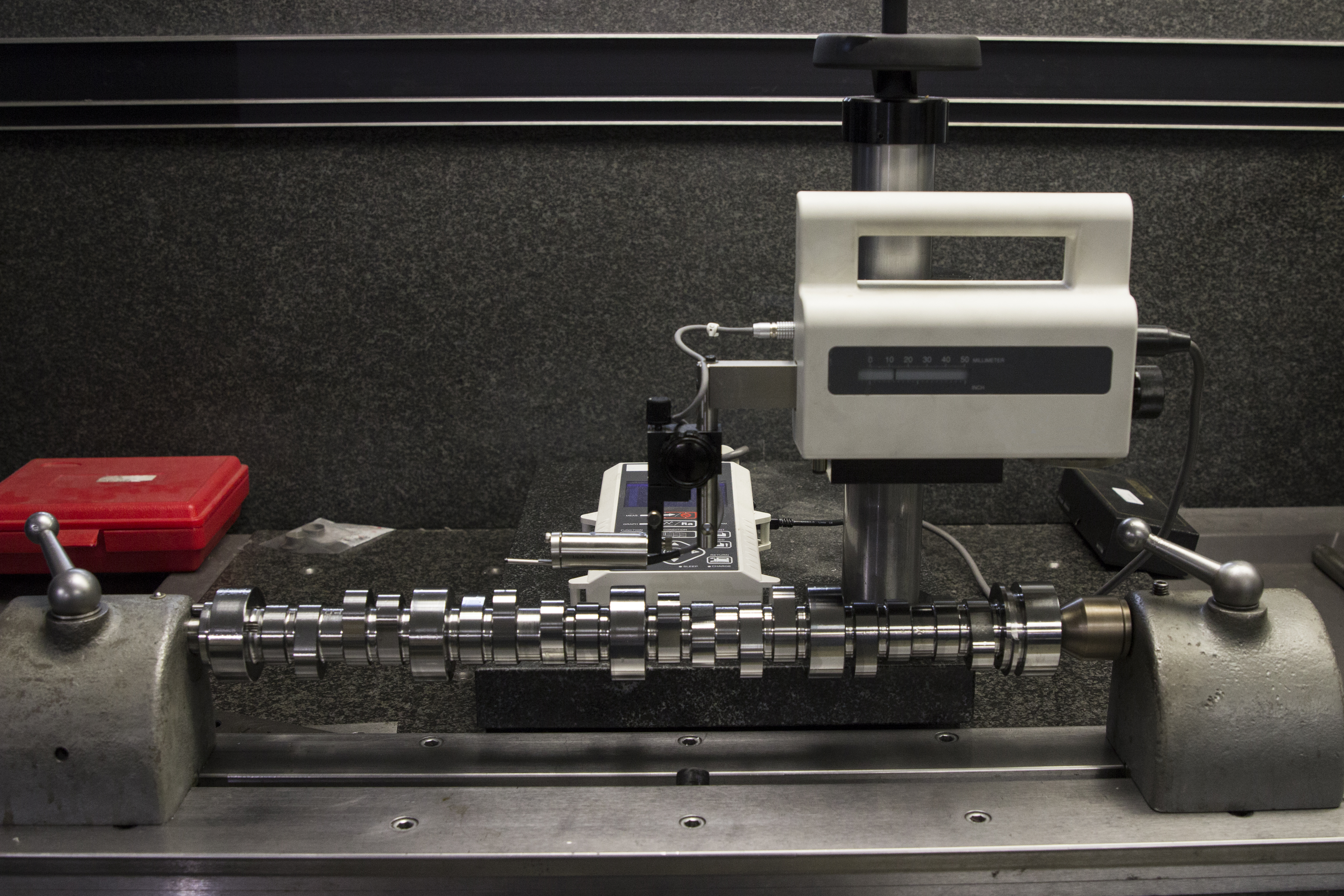
Comp’s Profilometer checking camshaft lobes.
Essentially, MSE brings out the absolute best of a camshaft. A camshaft is only eligible for MSE treatment if it has a surface area of 15-percent at 10 micro-inch. “That is our limit before processing, which generally corresponds to about 40-percent at 20 micro-inch,” adds Godbold. “To the best I can surmise, our minimums are about 30 to 50-percent higher than the industry standard.”
One place where you see higher bearing areas is the industrial-engine world.
“Companies like Cummins, CAT, John Deere, and even Isuzu and Mercedes in the industrial and diesel engine worlds have all gone to systems like we have incorporated to improve the surface more than can be achieved with conventional grinding,” Godbold proudly proclaims.
To have a performance-oriented engine running in a remotely similar category as industrial engines speaks volumes to the value Comp places on reliability and lifespan. For the typical hot rodder, it’s better put this way: these standards make MSE-polished camshafts as much as seven-times stronger than a traditional camshaft.
Comparing MSE To Other Finishing Processes
MSE is a process which takes the lattice strength into consideration, and avoids conventional processes that might achieve a smoother surface at the cost of compromising the cam’s strength. For instance, using a chemical accelerator like nitric acid will attack the iron lattice and break everything down to make it more malleable. But it does have some unfortunate drawbacks.
“These acids attack the iron very effectively, but leave the carbides of high carbon steel exposed,” Godbold clarifies. “These exposed carbides will be abrasive and create stress risers on the surface, from which cracks can propagate.”
On that note, MSE also avoids unnecessarily heating the cam and thereby weakening it. MSE is a kinetic-energy-based system using centrifugal force to spin the whole system. Whereas camshaft sanders will create heat and detrimentally affect the camshaft surface, the MSE system doesn’t have any of those drawbacks.

Removing a cam from the MSE centrifugal polishing station.
MSE also grinds the camshaft with low-harmonic content. Harmonic content is the vibration of the process, whether it be in the wheel, the cam, or even a servo in the machine that’s starting to hum.
“Every coil in the coil spring has a natural resonance frequency, and the high harmonics we are interested in might be 10 to one hundred times higher than the frequency of the lobe, and will be very low amplitude,” says Godbold. “However, the spring definitely sees those high frequency-driving impulses as something that can initiate resonance far sooner than would theoretically happen without that additional vibration.”
This contributes to the incredible level of accuracy this process offers.

A camshaft being ground in an Okuma CBN CNC-grinder
MSE also avoids some of the setbacks brought on by other polishing processes like shot-peening, which can create craters, minor rises, and valleys. Even a finer micropeen process contributes to some grit on the camshaft surface. MSE is similar, but it is a media-compressing process, which strengthens the outer layer.
“The system creates a total load of over 1-ton across the camshaft surface,” declares Godbold. “With the limited surface area of the media, this creates some beneficial, residual compressive stress, like you might see with shot peening, but of a lower magnitude. Any compressive stress is beneficial, because steel always fails in tension. So, any residual compression from the surface enhancement is a little like having overdraft protection on your checking account.”

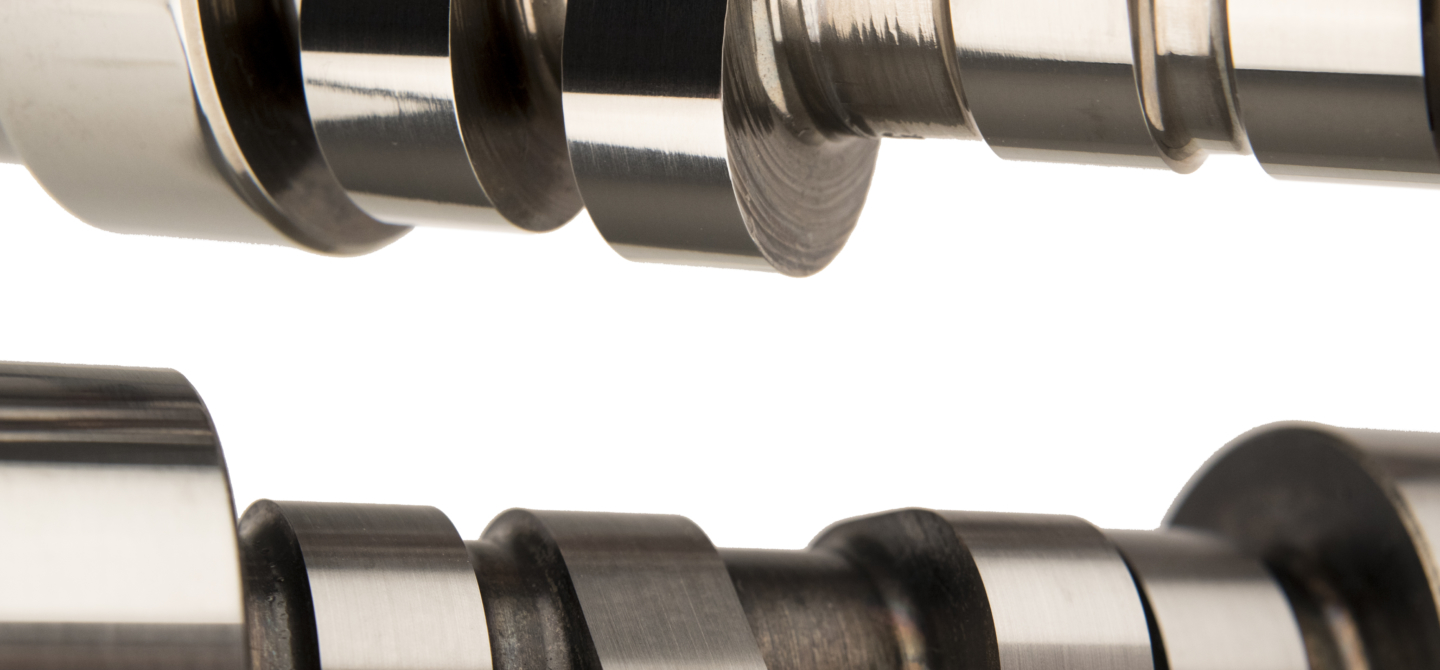
The MSE process not only produces a camshaft that looks smoother, it is also increases longevity of the camshaft.
Micro Surface Enhancement is a kinetically accelerated polishing process—something like a vibratory polish on steroids. Comp Cams offers this service as standard on every camshaft in the LS catalog, with custom racing applications, and is in the process of expanding coverage to non-LS cams in the future. With eight grinders and two machines dedicated to the MSE process, the company is capable of processing hundreds of cams every day.
While there are plenty of approaches which purport to polish the cam surface perfectly, many of them are fraught with corner-cutting compromises that shorten the lifespan of the camshaft. Comp has avoided these pitfalls, taken the big picture into consideration, and emphasized precise measurement. Though gleaming camshafts might impress the uninitiated, an obsessive level of appreciation for microscopic detail is what separates the real performance adders from what is merely jewelry.